
HANITA - Концевые фрезы AluSurf - 2009
для размещения заказа - zakaz@widiahanita.ru
A PRODUCT OF KENNAMFTAL INC.
Техническая информация
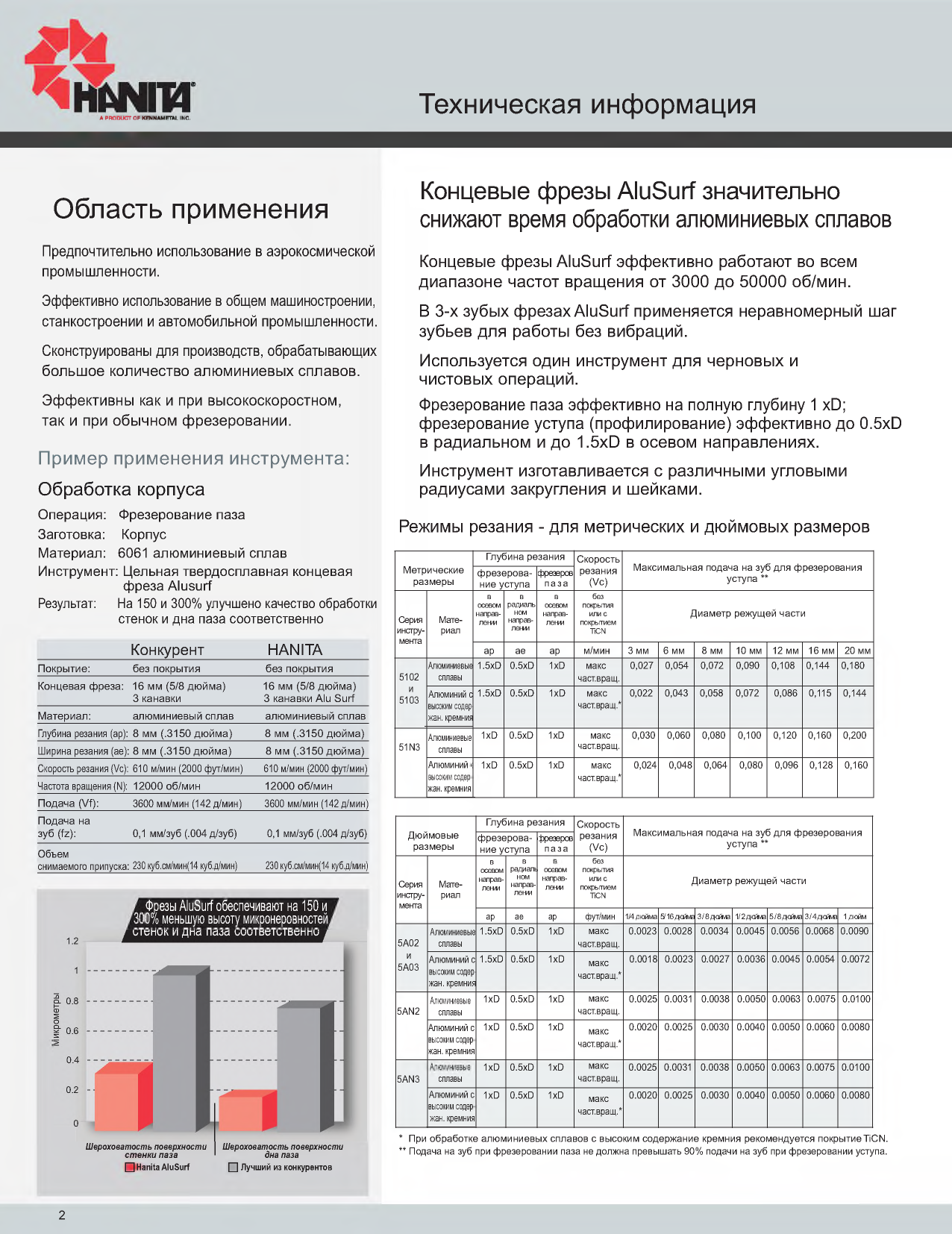
Область применения
Концевые фрезы AluSurf значительно
снижают время обработки алюминиевых сплавов
Предпочтительно использование в аэрокосмической
промышленности.
Эффективно использование в общем машиностроении,
станкостроении и автомобильной промышленности.
Сконструированы для производств, обрабатывающих
больш ое количество алю миниевых сплавов.
Э ф ф ективны как и при вы сокоскоростном,
так и при обы чном ф резеровании.
Пример применения инструмента:
Обработка корпуса
Операция: Фрезерование паза
Заготовка: Корпус
Материал: 6061 алюминиевый сплав
Инструмент: Цельная твердосплавная концевая
фреза Alusurf
Результат: На 150 и 300% улучшено качество обработки
стенок и дна паза соответственно
Конкурент
П окры тие:
без покрытия
Концевая ф реза: 16 мм (5/8 д ю йм а)
3 канавки
М атериал:
алюминиевый сплав
Глубина резания (ap): 8 м м (.3 1 5 0 д ю й м а )
Ширина резания (ae): 8 м м (.3 1 5 0 д ю й м а )
Скорость резания (Vc): 610 м/мин (2000 фут/мин)
Частота вращения (N): 1 2 0 0 0 о б /м и н
П одача (Vf):
3600 мм/мин (142 д/мин)
Подача на
зуб (fz):
0,1 мм/зуб (.004 д/зуб)
Объем
снимаемого припуска: 230 куб.см/мин(14 куб.д/мин)
H A N ITA
без покрытия
16 мм (5/8 д ю йм а)
3 канавки Alu S u rf
алюминиевый сплав
8 мм (.3150 дю йм а)
8 мм (.3150 д ю йм а)
610 м/мин (2000 фут/мин)
12000 об/мин
3600 мм/мин (142 д/мин)
0,1 мм/зуб (.004 д/зуб)
230 куб.см/мин(14 куб.д/мин)
Фрезы AluSurf обеспечивают на 150 и
0% меньшую высоту микронеровностей
Шероховатость поверхности
стенки паза
П Hanita AluSurf
Шероховатость поверхности
дна паза
Q Лучший из конкурентов
Концевые фрезы AluSurf эффективно работают во всем
диапазоне частот вращения от 3000 до 50000 об/мин.
В 3-х зубых фрезах AluSurf применяется неравномерный шаг
зубьев для работы без вибраций.
Используется один инструмент для черновых и
чистовых операций.
Фрезерование паза эффективно на полную глубину 1 xD;
фрезерование уступа (профилирование) эффективно до 0.5xD
в радиальном и до 1.5xD в осевом направлениях.
Инструмент изготавливается с различными угловыми
радиусами закругления и шейками.
Режимы резания - для метрических и дюймовых размеров
Метрические
размеры
Глубина резания Скорость
фрезерова фрезэров резания
ние уступа паза (Vc)
Максимальная подача на зуб для фрезерования
уступа **
Серия
инстру
мента
Мате
риал
в
осевом
направ
ление
в
радиаль
ном
направ
ление
в
осевом
направ
ление
без
по кры ти я
или c
покры тием
TiC N
ap ae ap м/мин 3 мм
Диаметр режущей части
6 мм 8 мм 10 мм 12 мм 16 мм 20 мм
5102
и
5103
Aлюминиевыэ 1.5xD
сплавы
Aлюминий с 1.5xD
высокимсодер
жан. кремния
0.5xD
0.5xD
1xD макс
0,027 0,054 0,072 0,090 0,108 0,144 0,180
част.вращ.
1xD макс 0,022 0,043 0,058 0,072 0,086 0,115 0,144
част.вращ.*
Aлюминиевые 1xD 0.5xD 1xD
макс 0,030 0,060 0,080 0,100 0,120 0,160 0,200
51 N3 сплавы
част.вращ.
Aлюминий 1xD 0.5xD 1xD
макс 0,024 0,048 0,064 0,080 0,096 0,128 0,160
высокимсодер
част.вращ.*
жан. кремния
Дюймовые
размеры
Глубина резания Скорость
фрезерова фрезеров резания
ние уступа паза (Vc)
Максимальная подача на зуб для фрезерования
уступа **
Серия
инстру
мента
Мате
риал
в
осевом
направ
ление
в
радиаль
ном
направ
ление
осевом
направ
ление
ap ae
ap
5A02
и
5A03
Aлюминиэвыэ 1.5xD 0.5xD
сплавы
Aлюминий с 1.5xD 0.5xD
высокимсодер
жан. кремния
1xD
1xD
без
покры тия
или c
по кры ти е м
TiC N
Диаметр режущей части
фут/мин 1/4 д ю й м а 5 / 16 дюйма 3 / 8 д ю йм а 1/ 2 дю йм а 5 / 8 дю йм а 3 / 4 дю йм а 1 д ю й м
макс 0.0023 0.0028 0.0034 0.0045 0.0056 0.0068 0.0090
част.вращ.
макс 0.0018 0.0023 0.0027 0.0036 0.0045 0.0054 0.0072
част.вращ.*
Длюминиевые 1xD 0.5xD 1xD
макс 0.0025 0.0031 0.0038 0.0050 0.0063 0.0075 0.0100
5AN2 сплавы
част.вращ.
Aлюминий с 1xD 0.5xD 1xD
макс 0.0020 0.0025 0.0030 0.0040 0.0050 0.0060 0.0080
высокимсодер
част.вращ.*
жан. кремния
5AN3
сплавы
1xD 0.5xD 1xD
макс 0.0025 0.0031 0.0038 0.0050 0.0063 0.0075 0.0100
част.вращ.
Aлюминий с 1xD 0.5xD 1xD
макс 0.0020 0.0025 0.0030 0.0040 0.0050 0.0060 0.0080
высокимсодер
част.вращ.*
жан. кремния
* При обработке алюминиевых сплавов с высоким содержание кремния рекомендуется покрытиеТЮМ.
** Подача на зуб при фрезеровании паза не должна превышать 90% подачи на зуб при фрезеровании уступа.
zakaz@widiahanita.ru
www.widiahanita.ru