
WIDIA - Фрезы со сменными пластинами, осевой инструмент - 2010
Фрезы для профильной обработки • Серия M270
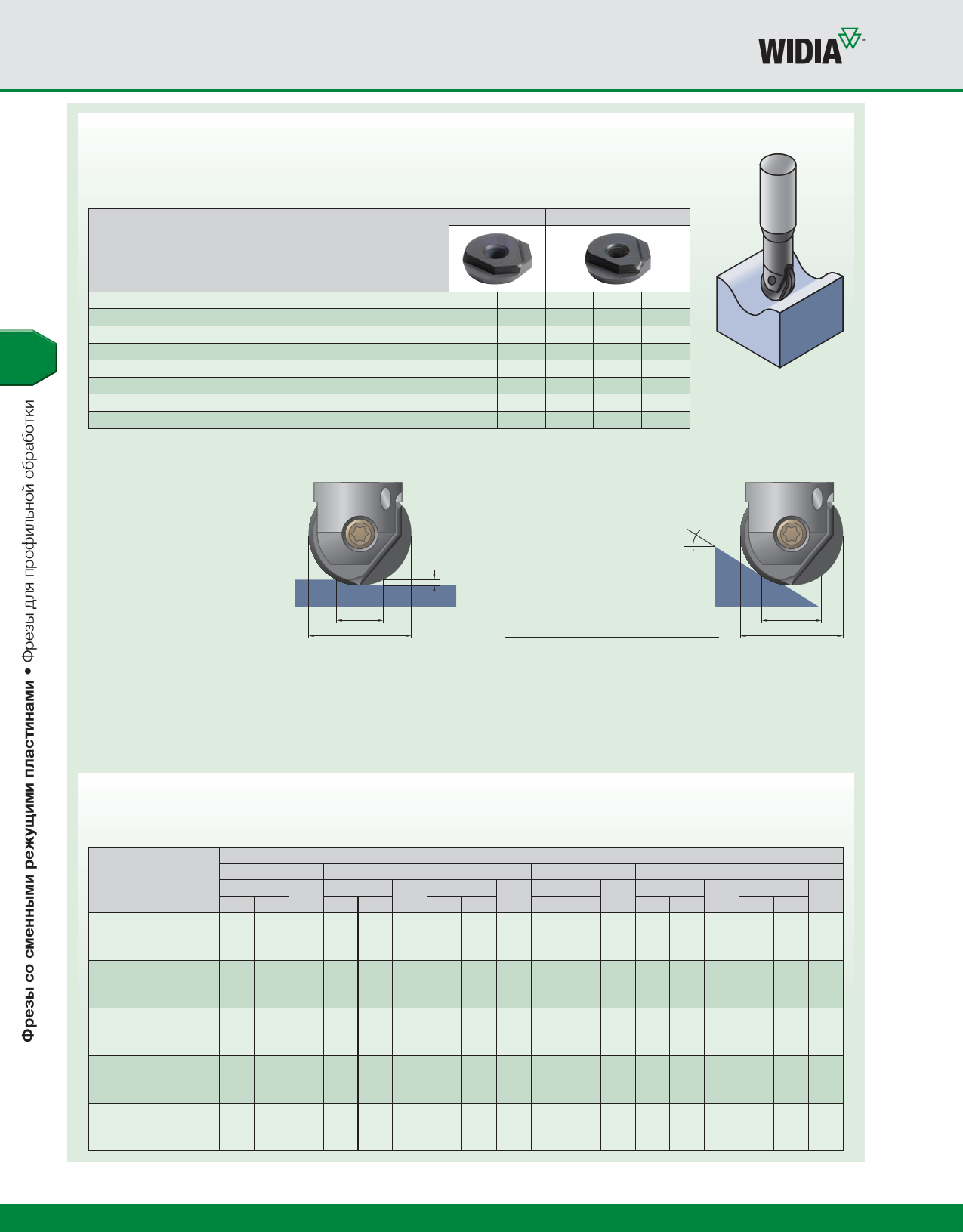
Дополнительные рекомендации по применению фрез M270
Выбор пластин и режимов обработки
1. Выбор типа пластины
Геометрия BR
Геометрия BF
Выбор пластины и марки сплава
Лучший вариант
Альтернативный вариант
Марка сплава
Черновая обработка
Чистовая обработка
Станок невысокой мощности
Плоские поверхности и торцевое фрезерование (угол наклона 10)
Тяжелые условия обработки
Нестабильные условия и/или большой вылет
Высокоскоростная обработка (HSM) или 5-координа(тмнеаньяшоиберзанабчоетнкияаap/ae)
TN6540 TN2510 TN2525 TN2510 TN2505
2. Расчет эффективного диаметра и результирующей скорости резания
Чтобы правильно выполнить расчет
значения частоты вращения для
небольших глубин резания, необходимо
учитывать эффективный диаметр (Deff).
При обработке горизонтальных или
наклонных поверхностей с углом
менее 10 градусов, используйте ниже
приведенную формулу для определения
величины Deff. Полученное значение
используйте вместо диаметра пластины
(D1) при расчете частоты вращения.
D eff = D12-(D1-2Ap1)2
Deff
D1
При обработке наклонных поверхностей
с углом наклона от 11 до 55 градусов,
необходимо пересчитать значение vc.
Для расчета vc (vceff) используйте
коэффициент «k», полученный по
Ap1 данной формуле. Затем полученное
значение используется для расчета
частоты вращения для соответствующего
инструмента.
k=
sin
[
1
+ arcCos (1-(2
(Ap1/D1)))]
Deff
D1
vceff = vc X k
Для получистовой и чистовой обработки используйте
только фрезы с твердосплавным хвостовиком.
Для предварительной черновой обработки используйте
только фрезы со стальым хвостовиком.
Начальные значения для получистовой обработки основных групп материалов (отношение L/D <3 x D1)
Фрезы M270 обычно применяются для получистовой и чистовой обработки;
отношение Ap1/ae зависит от вида операции. Основное правило: Ap1/ae 0,05D.
Материал
Мягкая сталь
<250 HB
10
max рек. (MM)
Ap1 ae
fz
(мм/зуб)
12
max рек. (MM)
Ap1 ae
fz
(мм/зуб)
Диаметр инструмента
16 20
max рек. (MM) fz max рек. (MM)
Ap1 ae (мм/зуб) Ap1 ae
fz
(мм/зуб)
25
max рек. (MM)
Ap1 ae
fz
(мм/зуб)
32
max рек. (MM)
Ap1 ae
fz
(мм/зуб)
0,7 0,7 0,2 0,8 0,8 0,2 1,1 1,1 0,27 1,3 1,3 0,27 1,7 1,7 0,3 2,1 2,1 0,3
Высокопрочная
сталь
33–44 HRC
0,5 0,5 0,15 0,6 0,6 0,2 0,8 0,8 0,25 1 1 0,25 1,3 1,3 0,25 1,6 1,6 0,25
Закаленная сталь
44–55 HRC
0,3 0,3 0,15 0,4 0,4 0,2 0,5 0,5 0,22 0,7 0,7 0,22 0,8 0,8 0,25 1,1 1,1 0,25
Серый чугун
GG25…
1 1 0,2 1,2 1,2 0,25 1,6 1,6 0,25 2 2 0,25 2,5 2,5 0,3 3,2 3,2 0,3
Чугун с шаровидным
графитом
0,7 0,7 0,2 0,8 0,8 0,25 1,1 1,1 0,25 1,3 1,3 0,25 1,7 1,7 0,3 2,1 2,1 0,3
GGG60…
A168
для размещения заказа - zakaz@widiahanita.ru