
WIDIA - Фрезы со сменными пластинами, осевой инструмент - 2010
Фрезы для профильной обработки • Серия M270
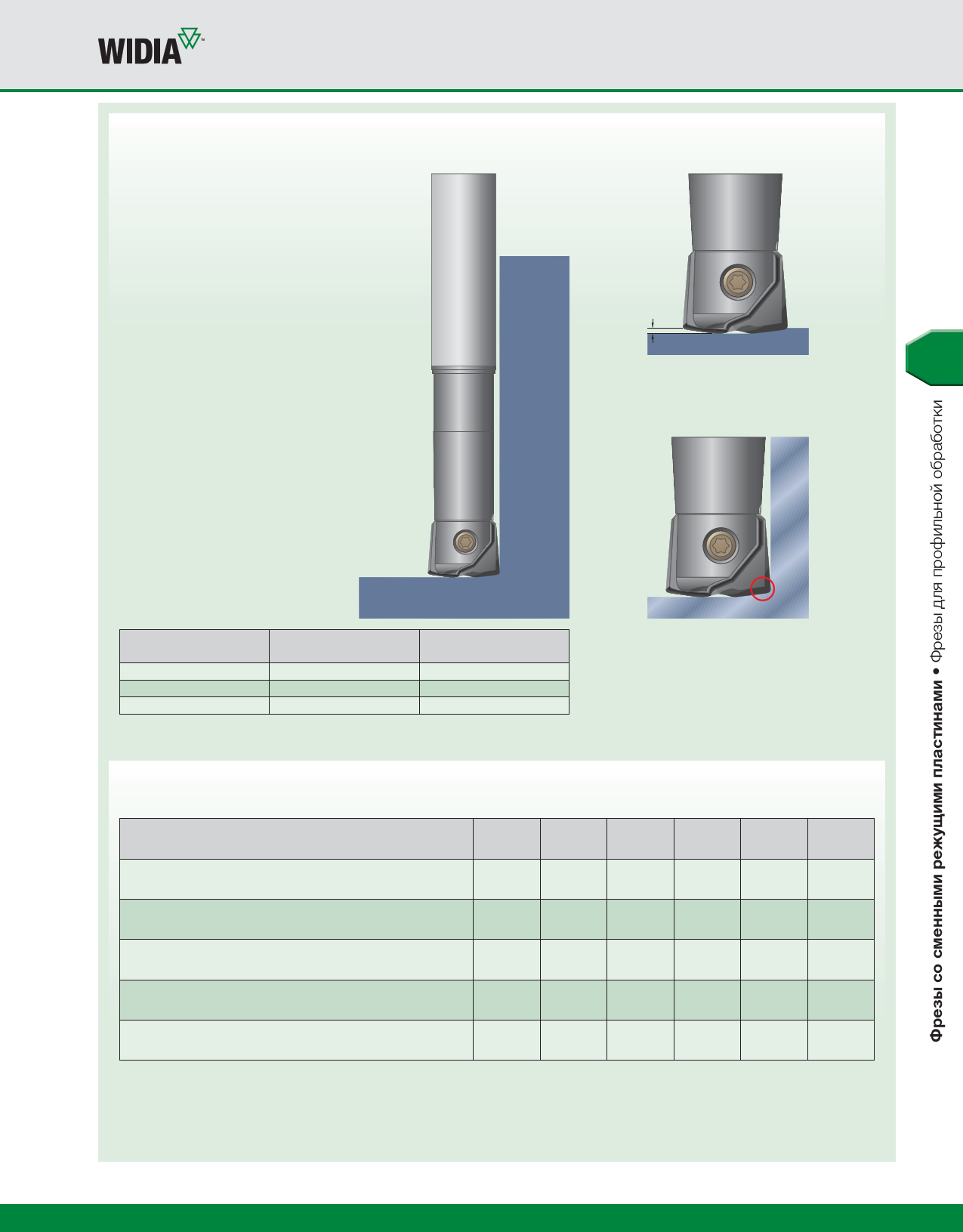
Дополнительные рекомендации по применению фрез для работы с большими подачами M270
Применение фрез, предназначенных для работы с большими подачами
Основной принцип фрезерования с
большими подачами состоит в малой
глубине резания и больших значениях
fz, результатом чего является большой
удельный съем металла и высокая
производительность с небольшими
радиальными усилиями.
Ap1 max
Небольшие значения Ap1 и высокие подачи
определяют более низкие усилия резания
по сравнению с традиционными методами
фрезерования.
Рекомендуются при большом вылете инструмента
по причине более низких радиальных усилий.
Максимальное отношение L/D составляет 10 x D.
отношение L/D
<4
4<L/D<7
>8
% снижения Ap1 max
0%
55–65%
65–75%
% снижения vc
0%
10–15%
20–30%
Rt
При программировании в системе CAM, инструмент
может программироваться как фреза тороидального
типа с использованием значения Rt в качестве
радиуса пластины.
Основные данные для программирования режимов
резания с большими подачами для фрез M270
диаметр инструмента
рекомендуемое начальное значение Ap1 (мм)
10 12 13 16 17 20
0,40 0,40 0,40 0,60 0,60 0,75
программируемый Rt в системе CAM
1,15 1,40 1,40 1,90 1,90 2,30
рекомендуемое значение fz для операций
общего назначения
рекомендуемое значение fz для обработки
материала твердостью 45 HRC (приблизительно)
рекомендуемое значение fz для обработки
материала твердостью 55 HRC (приблизительно)
0,45 0,55 0,55 0,60 0,60 0,70
0,40 0,45 0,45 0,55 0,55 0,65
0,30 0,35 0,35 0,45 0,45 0,50
Для расчета подачи используйте два рабочих зуба.
Для материалов твердостью более 45 HRC мы рекомендуем настраивать ae max до 55% от диаметра фрезы
и использовать не более чем 50% от Ap1 max.
При фрезеровании центром фрезы мы рекомендуем использовать угол наклона 0,5°–1,0° для обеспечения плавности резания.
A179
для размещения заказа - zakaz@widiahanita.ru