
WIDIA - Фрезы со сменными пластинами, осевой инструмент - 2010
Фрезы для профильной обработки • Серия M100
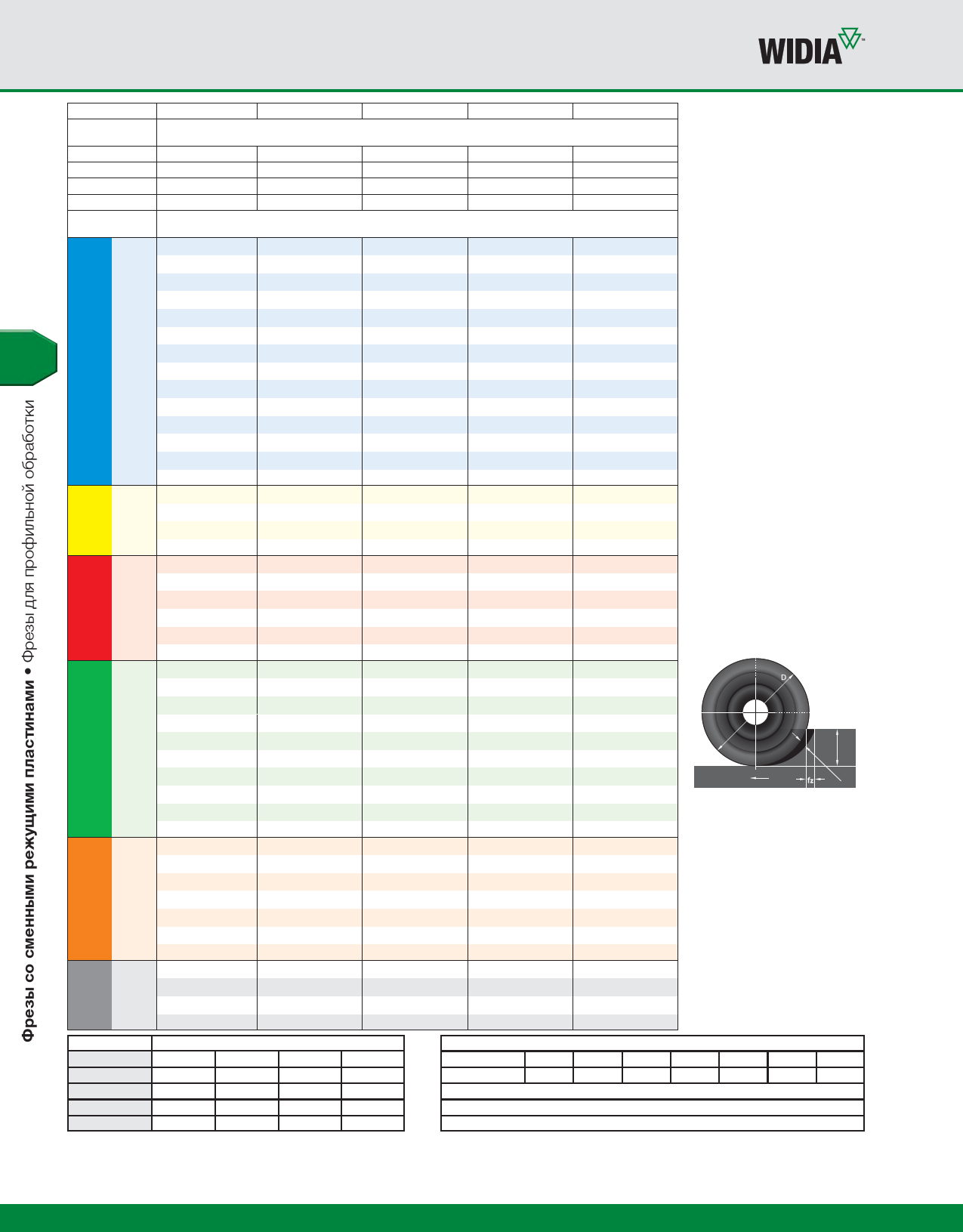
Режимы резания для фрез M100 • RD0802..
TN2510
Геометрия
режущей кромки
..ML/M0
0,06 0,10 0,12
..MOT
0,06 0,12 0,16
..MH 0,06 0,12 0,16
TN6540
TN7525
Подача на зуб fz (мм)
TN7535
0,09 0,17 0,22 0,06 0,12 0,16 0,08 0,15 0,20
THM
0,08 0,15 0,20
Группа
материала
1
2
3
4
5
6
7
P
8
9
10
11
12
13.1
13.2
14.1
M 14.2
14.3
14.4
15
16
K 17
18
19
20
21
22
23
24
N 25
26
27
28
29
30
31
32
33
S 34
35
36
37
38.1
38.2
H
38.1
38.2
Ap1/D
0,05
0,1
0,2
0,4
390 290 250
260 200 180
220 180 140
220 180 140
190 130 120
250 190 150
190 140 130
180 130 110
140 110 80
190 150 130
130 90 80
240 220 150
210 150 130
110 80 70
460 340 280
350 260 220
390 280 230
280 170 140
390 230 190
310 190 160
Скорость резания vc (м/мин)
290 220 190
200 150 130
170 130 110
170 130 110
140 100 90
190 140 120
140 110 100
130 100 80
110 80 60
140 120 100
100 70 60
180 140 120
160 120 100
80 60 50
190 160 110
150 150 100
110 110 80
100 80 60
———
———
200 150 130
170 130 110
———
———
410 320 280
290 220 190
240 180 160
250 190 160
210 150 130
280 210 170
210 160 140
180 140 120
160 120 90
210 170 150
140 100 80
260 200 170
230 170 140
120 90 70
280 230 160
220 210 140
160 160 110
140 120 80
360 280 240
250 190 165
210 160 140
215 165 140
180 130 110
240 180 150
180 140 120
160 120 100
140 100 80
180 145 130
120 90 70
230 175 150
200 145 120
100 75 60
240 200 140
190 185 125
140 135 95
120 100 70
———
———
240 180 160
200 160 130
———
———
60 50 45
50 40 35
35 25 20
30 20 15
30 20 15
80 50 40
70 45 35
160 120 100
120 90 80
140 105 90
100 70 50
140 90 70
110 70 50
900 600 500
450 300 250
900 600 500
700 500 400
450 280 200
400 250 200
Ap1
340 210 160
vf
hm
250 160 120 Рекомендуемая начальная
500 350 200 подача (fz) указана жирным
500
350
200
шрифтом. Используйте
соответствующую скорость (vc).
38 25 —
Рекомендованные значения
30 20 — fz действительны для
24 16 — торцевого фрезерования с
20
13
—
шириной резания (ae) 0,4 D1
и Ap1 max.
20 13 — При меньших значениях ae и ap,
80 40 — используйте данные
70
35
—
корректирующие
коэффициенты (D = диаметр
пластины, D1 = диаметр фрезы).
ae/D1
0,05 0,1
0,2
9 6,3 4,3
6,3 4,3 3,2
4,3 3,2 2,2
3,2 2,2 1,6
0,4
3,2
2,2
1,6
1,1
соответствие коэффициентов vc и fz
Коэффициент fz 9
6,3 4,3 3,2 2,2 1,6 1,1
Коэффициент vc 1,6 1,5 1,4 1,3 1,2 1,1
1
Например: ae/D1 = 0,1; Ap1/D = 0,2
fz ном. = 0,22 fz эфф. = 0,22 x 3,2 = 0,7 мм
vc ном. = 160 vc эфф. = 160 x 1,3 = 208 м/мин
A184
для размещения заказа - zakaz@widiahanita.ru