
WIDIA - Фрезы со сменными пластинами, осевой инструмент - 2010
(продолжение)
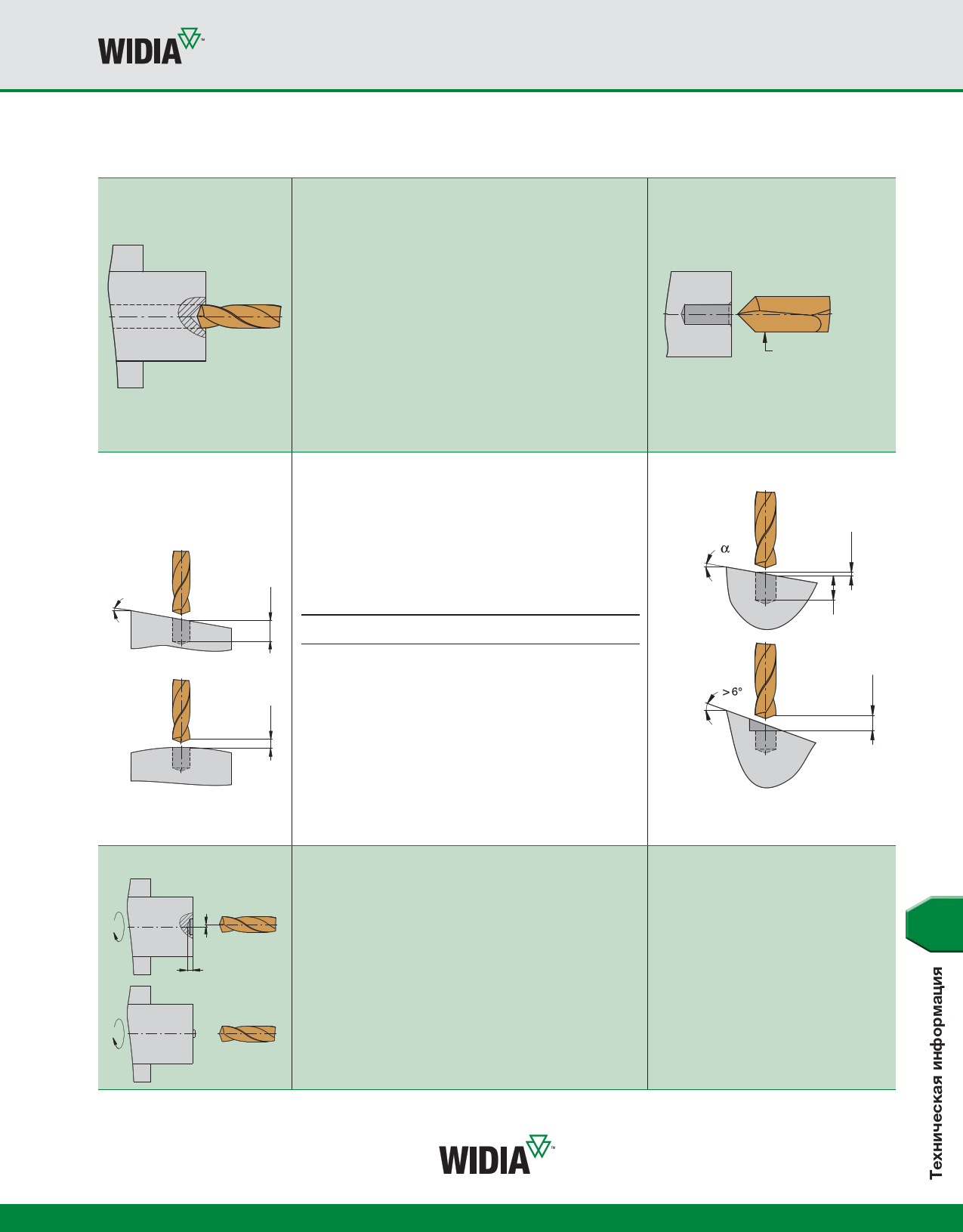
Неправильно
Техническая информация
Цельные твердосплавные сверла • Общие рекомендации по применению
Сверление и снятие фаски
Сначала просверлить отверстие, а затем снимать фаску.
Правильно
инструмент для
снятия фаски
Неправильно
Засверливание в наклонную или
криволинейную поверхность
При сверлении наклонной или криволинейной
поверхности необходимо снижать подачу.
Численное значение требуемой подачи зависит
от угла наклона поверхности детали и типа
сверла (см. таблицу).
Правильно
100% подача
>1°
уменьшенная подача (% от стандартного значения)
наклон 3 x D
5xD
КОРОТКОЕ ДЛИННОЕ
1° 100%
80%
<5 x D
предв. мех.обработка
без предв.
мех. обработки
2° 80–50% 80–50%
предв. мех.обработка
3° 65%
50%
предв. мех.обработка
4° 50% предв. мех.обработка предв. мех.обработка
6° 30% предв. мех.обработка предв. мех.обработка
уменьшенная
подача
100%
подача
предв. мех.
обработка
Поверхности с большим углом наклона должны быть
предварительно обработаны с помощью фрезы.
Неправильно
0,025 MM
Сверление на токарных станках
При сверлении на токарных станках чрезвычайно
важным является точная установка сверла по высоте
центров. Отклонение от центральной линии не должно
превышать 0,025 мм.
На автоматах пруткового типа не следует сверлить
центральное отверстие в бобышку на заготовке или
в отверстие, оставшееся от предыдущей операции.
Необходимо точно устанавливать отрезной резец
по высоте центров.
Отверстия глубиной более 3 x D
Обработка отверстий, глубиной
в три раза превышающей диаметр,
требует снижения скорости резания.
Рекомендуется снижать скорость на
15%. Рекомендуемые режимы резания
приведены на стр. B30–B31.
www.hanita-widia.ru
для размещения заказа - zakaz@widiahanita.ru
E23