
WIDIA - Концевые фрезы VariMill - 2015
для размещения заказа - zakaz@widiahanita.ru
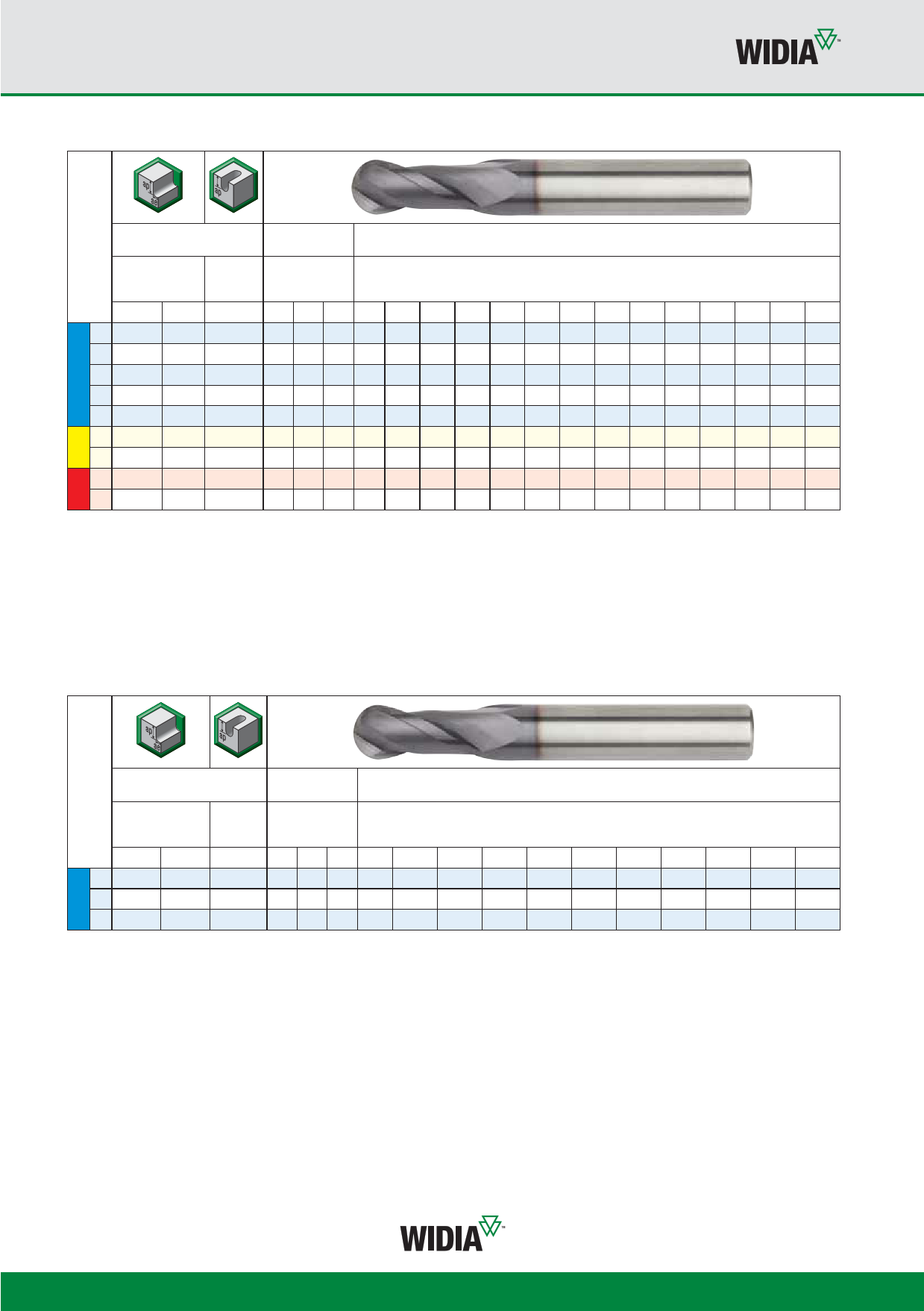
Цельные твердосплавные концевые фрезы общего назначения • Черновая/чистовая обработка
Рекомендации по применению • Серии D001 4001 • VariMill™ GP
Рекомендации по применению • Серии D001 4001 • TIALN • VariMill GP
Торцевое фрезерование (A)
и обработка пазов (B)
TIALN
Рекомендуемая подача на зуб (fz = мм/зуб) для торцевого фрезерования (A).
Для прорезания пазов (B) подачу fz уменьшите на 20%.
Обраб.
мате-
риал
A
ap ae
Скорость
B резания — vc
м/мин
D1 — диаметр
ap min
max mm 1,0 2,0 3,0 4,0 5,0 6,0 8,0 10,0 12,0 14,0 16,0 18,0 20,0
0 Ap1 max 0,1 x D 0,5 x D 150 – 200 fz 0,007 0,014 0,021 0,028 0,036 0,044 0,060 0,072 0,083 0,092 0,101 0,108 0,114
1 Ap1 max 0,1 x D 0,5 x D 150 – 200 fz 0,007 0,014 0,021 0,028 0,036 0,044 0,060 0,072 0,083 0,092 0,101 0,108 0,114
P 2 Ap1 max 0,1 x D 0,5 x D 140 – 190 fz 0,007 0,014 0,021 0,028 0,036 0,044 0,060 0,072 0,083 0,092 0,101 0,108 0,114
3 Ap1 max 0,1 x D 0,5 x D 120 – 160 fz 0,006 0,011 0,017 0,023 0,030 0,036 0,050 0,061 0,070 0,079 0,087 0,095 0,101
4 Ap1 max 0,1 x D 0,5 x D 90 – 150 fz 0,005 0,010 0,016 0,021 0,027 0,033 0,045 0,054 0,062 0,070 0,077 0,083 0,088
1 Ap1 max 0,1 x D 0,5 x D 90 – 115 fz 0,006 0,011 0,017 0,023 0,030 0,036 0,050 0,061 0,070 0,079 0,087 0,095 0,101
M 2 Ap1 max 0,1 x D 0,5 x D 60 – 80 fz 0,005 0,009 0,014 0,019 0,024 0,029 0,040 0,048 0,056 0,063 0,070 0,076 0,081
1 Ap1 max 0,1 x D 0,5 x D 120 – 150 fz 0,007 0,014 0,021 0,028 0,036 0,044 0,060 0,072 0,083 0,092 0,101 0,108 0,114
K 2 Ap1 max 0,1 x D 0,5 x D 110 – 140 fz 0,006 0,011 0,017 0,023 0,030 0,036 0,050 0,061 0,070 0,079 0,087 0,095 0,101
ПРИМЕЧАНИЕ: Нижнее значение скорости резания используется при выполнении операций со съемом большого
припуска или при обработке более твердых материалов в пределах группы.
Верхнее значение скорости резания используется при выполнении операций чистовой обработки или при обработке
менее твердых материалов в пределах группы. Перечисленные выше режимы резания соответствуют идеальным условиям.
При использовании фрез диаметром >12 мм на обрабатывающих центрах невысокой мощности требуется корректировка режимов резания.
Рекомендации по применению • Серии D001 4001 • Без покрытия • VariMill GP
Торцевое фрезерование (A)
и обработка пазов (B)
Без покрытия
Рекомендуемая подача на зуб (fz = мм/зуб) для торцевого фрезерования (A).
Для прорезания пазов (B) подачу fz уменьшите на 20%.
Обраб.
мате-
риал
A
ap ae
Скорость
B резания — vc
м/мин
D1 — диаметр
ap min
max mm 1,0 2,0 3,0 4,0 6,0 8,0 10,0 12,0 16,0 20,0
0 Ap1 max 0,1 x D 0,5 x D 120 – 160 fz 0,007 0,014 0,021 0,028 0,044 0,060 0,072 0,083 0,101 0,114
P 1 Ap1 max 0,1 x D 0,5 x D 120 – 160 fz 0,007 0,014 0,021 0,028 0,044 0,060 0,072 0,083 0,101 0,114
2 Ap1 max 0,1 x D 0,5 x D 112 – 152 fz 0,007 0,014 0,021 0,028 0,044 0,060 0,072 0,083 0,101 0,114
ПРИМЕЧАНИЕ: Нижнее значение скорости резания используется при выполнении операций со съемом большого
припуска или при обработке более твердых материалов в пределах группы.
Верхнее значение скорости резания используется при выполнении операций чистовой обработки или при обработке
менее твердых материалов в пределах группы. Перечисленные выше режимы резания соответствуют идеальным условиям.
При использовании фрез диаметром >12 мм на обрабатывающих центрах невысокой мощности требуется корректировка режимов резания.
16