
WIDIA - Полный каталог инструмента - 2017
для размещения заказа - zakaz@widiahanita.ru
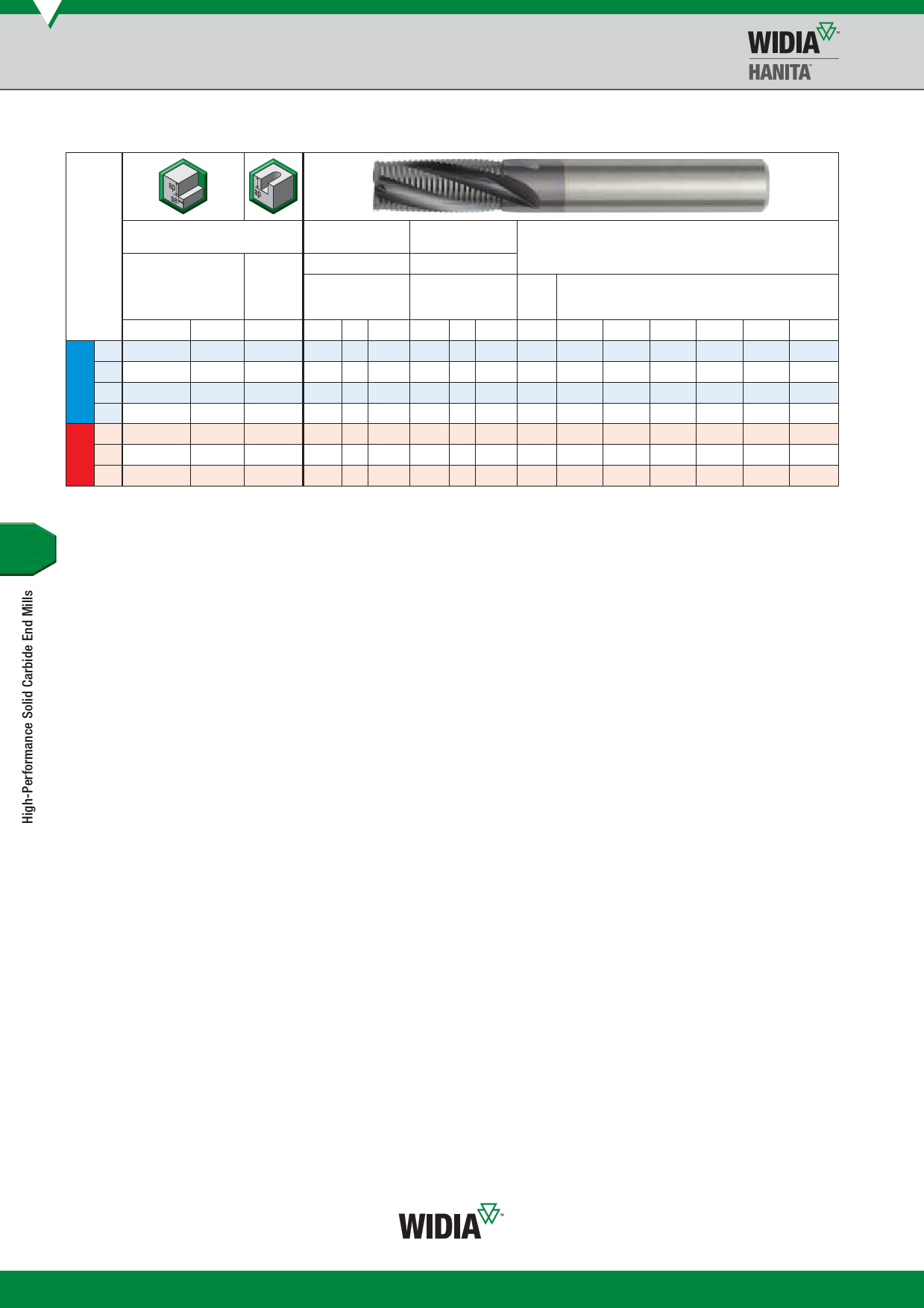
High-Performance Solid Carbide End Mills • Roughing
Application Data • Series 022818 422818
Series 022818 422818
Side Milling (A)
and Slotting (B)
K30F
Uncoated
K30F-DCF
TiAlN
Recommended feed per tooth (fz = mm/th) for side milling (A).
For slotting (B), reduce fz by 20%.
Material
Group
A
ap ae
B
Cutting Speed
Cutting Speed
— vc
— vc
m/min
m/min
D1 — Diameter
ap min
max min
max mm 6,0
8,0 10,0 12,0 16,0 20,0
1 1,5 x D 0,5 x D 1 x D
60 – 80 150 – 200 fz 0,033 0,041 0,049 0,060 0,073 0,082
2
P
3
1,5 x D
1,5 x D
0,5 x D
0,4 x D
1xD
1xD
56 – 76 140 – 190 fz 0,033 0,041 0,049 0,060 0,073 0,082
– – – 120 – 160 fz 0,027 0,034 0,041 0,051 0,063 0,073
4 1,5 x D 0,4 x D 0,75 x D – – –
90 – 150 fz 0,024 0,030 0,037 0,045 0,055 0,063
1 1,5 x D 0,5 x D 1 x D
– – – 120 – 160 fz 0,033 0,041 0,049 0,060 0,073 0,082
K 2 1,5 x D 0,4 x D 1 x D
– – – 110 – 140 fz 0,027 0,034 0,041 0,051 0,063 0,073
3 1,5 x D 0,4 x D 1 x D
– – – 100 – 130 fz 0,021 0,027 0,033 0,040 0,050 0,058
NOTE: Lower value of cutting speed is used for high stock removal applications or for higher hardness (machinability) within group.
Higher value of cutting speed is used for nishing applications or for lower hardness (machinability) within group.
Above parameters are based on ideal conditions. For smaller taper machining centres, please adjust parameters accordingly on >12mm diameters.
O78
zakaz@widiahanita.ru
www.widiahanita.ru