
WIDIA - Полный каталог инструмента - 2017
для размещения заказа - zakaz@widiahanita.ru
WIDIA™ Victory™ • High-Performance Inserts
Insert Selection System
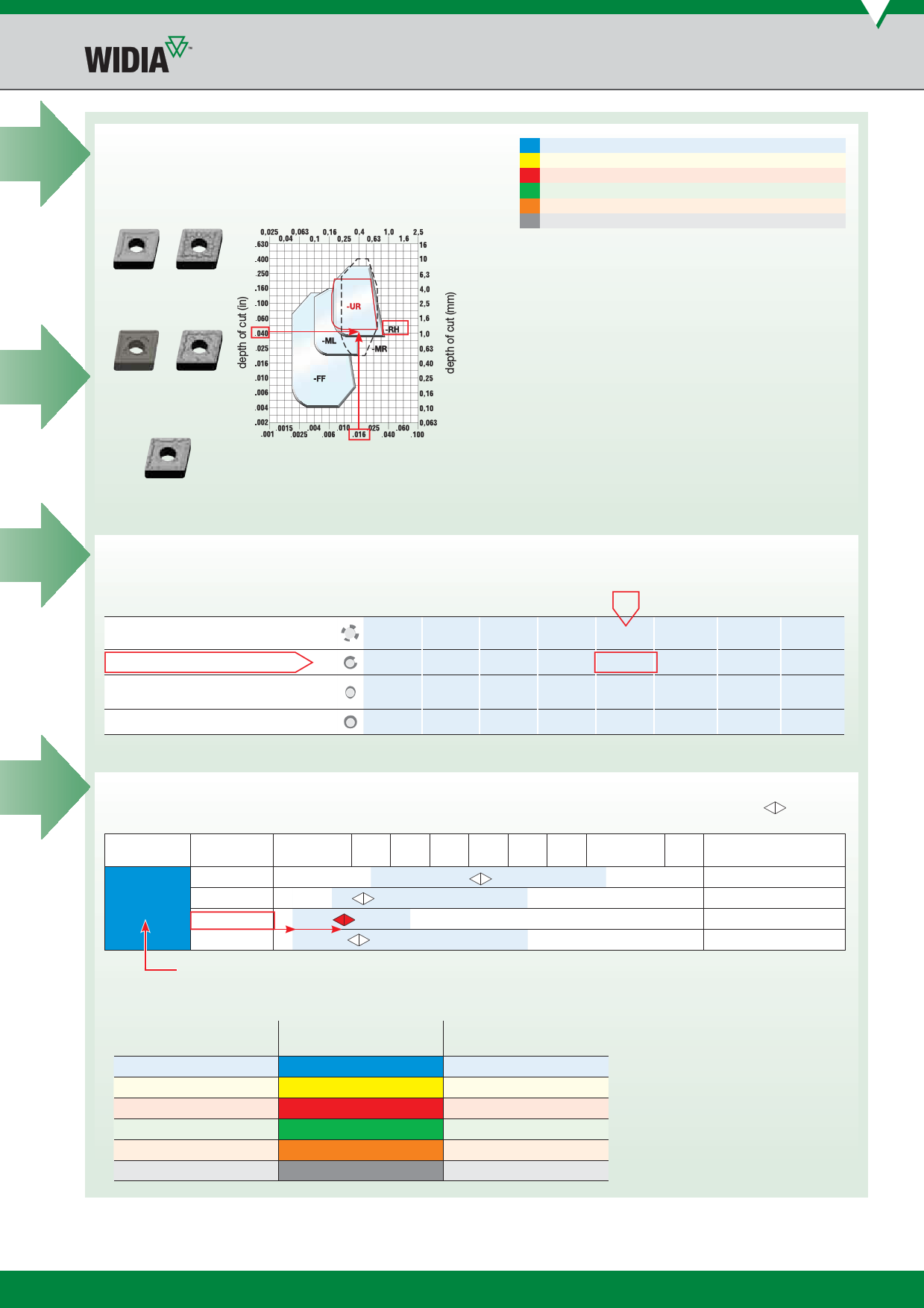
Step 1 • Select the insert geometry
Negative Inserts
feed rate (mm/rev)
-RH -UR
Roughing
P Steel
M Stainless Steel
K Cast Iron
N Non-Ferrous
S High-Temp Alloys
H Hardened Materials
-ML -MR
Medium
Machining
-FF
Finishing
feed rate (in/rev)
Step 2 • Select the grade
cutting condition
heavily interrupted cut
lightly interrupted cut
varying depth of cut,
casting, or forging skin
smooth cut, pre-turned surface
-FF
WP15CT
Negative Insert Geometry
-ML -MR -UR
WP25CT
WP35CT/
WP25CT
WP35CT
-RH
WP35CT
Positive Insert Geometry
-FP -MU -MP
WP25CT/
WS25PT
WP35CT
WM35CT
WP15CT WP25CT WP25CT WP35CT WP35CT WP25CT WP25CT WP25CT
WP15CT WP15CT WP15CT WP25CT WP25CT WP15CT WP15CT WP15CT
WP15CT WP15CT WP15CT WP25CT WP25CT WP15CT WP15CT WP15CT
Step 3 • Selecting the cutting speed
Low-Carbon (<0.3% C) and Free-Machining Steel
material
group
grade
135 180 225 275 320
WP15CT
P0/P1
WP25CT
WP35CT
WS10PT
WIDIA Material Group Selection Guide:
To optimise speed recommendations, material subgroups have
been added to each of the six workpiece material groups.
speed — m/min
360 410
455
material
steel
stainless steel
cast iron
non-ferrous materials
high-temp alloys
hardened materials
material group
ISO code
P
M
K
N
S
H
number of material
subgroups
1–6
1–3
1–3
1–8
1–4
1
Starting Conditions
495 m/min
395
275
210
280
zakaz@widiahanita.ru
www.widiahanita.ru
B9