
WIDIA - Полный каталог инструмента - 2017
Grades and Grade Descriptions
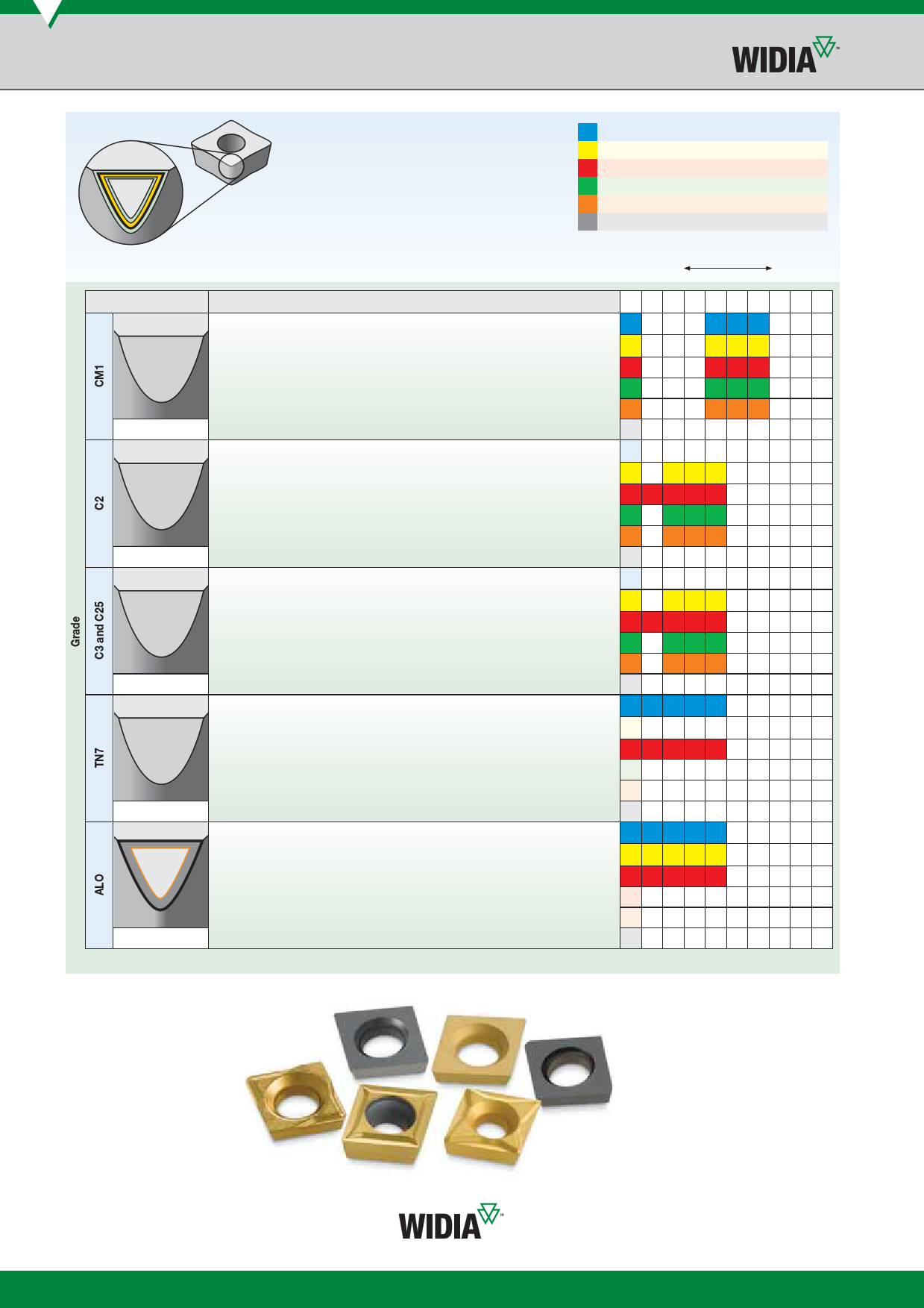
Small Hole Boring Inserts
для размещения заказа - zakaz@widiahanita.ru
Coating
HW-S25
Coatings provide high-speed
capability and are engineered
for nishing to light roughing.
P Steel
M Stainless Steel
K Cast Iron
N Non-Ferrous
S High-Temp Alloys
H Hardened Materials
Grade Description
Uncoated carbide. A very tough, ultra-fine grain unalloyed substrate. For
general-purpose machining of most steels, stainless steels, high-temperature alloys,
titanium, irons, and non-ferrous materials. Performs best at low speeds
and will handle interruptions and high feed rates. Use when C2, C3, or C25
fail due to chipping or breaking.
wear
resistance
toughness
05 10 15 20 25 30 35 40 45
P
M
K
N
S
HW-N15
Uncoated carbide. A hard, low binder content, unalloyed WC/Co fine-grained grade.
General-purpose grade for non-ferrous materials. Has excellent abrasion resistance
for machining cast irons, austenitic stainless steels, non-ferrous metals, non-metals,
and most high-temperature alloys.
M
K
N
S
HW-K15
HT-P15
HC-K15
Uncoated carbide. Has excellent abrasion resistance for machining cast
irons, aluminium, and non-ferrous metals. Good wear resistance with some
toughness. Harder than C2, resulting in greater edge wear resistance. Suitable
for finishing operations.
M
K
N
S
A highly wear-resistant (TiC/TiN-based) cermet grade. High edge strength and
wear-resistant cermet offers improved tool life over uncoated/coated carbides
and resists material build-up on cutting edge. Finishing to semi-finishing of carbon,
alloy, and stainless steels at medium to high speeds. Can also be used
on non-ferrous materials.
P
K
Coated carbide. CVD — TiCN-TiC-Al2O3. A thin alumina coating over a hard,
deformation-resistant substrate. High-speed finishing of grey cast irons and
medium-speed finishing of alloy steels that are in a hardness range of 35–50 HRC.
Can withstand light interruptions. Alumina coating enables higher cutting speeds.
P
M
K
D38
zakaz@widiahanita.ru
www.widiahanita.ru