
WIDIA - Полный каталог инструмента - 2017
для размещения заказа - zakaz@widiahanita.ru
Laydown Threading
Insert Selection Guide
Step 3 • Choose Insert for Application
• Select cresting inserts for fully controlled thread form including diameter.
• Cresting inserts eliminate the need for deburring and are optimised
for the best tool life at that pitch.
• Non-cresting partial profile inserts offer the flexibility
to cut a variety of thread pitches with one insert.
• Note insert size for toolholder selection.
See threading insert overview on page F42.
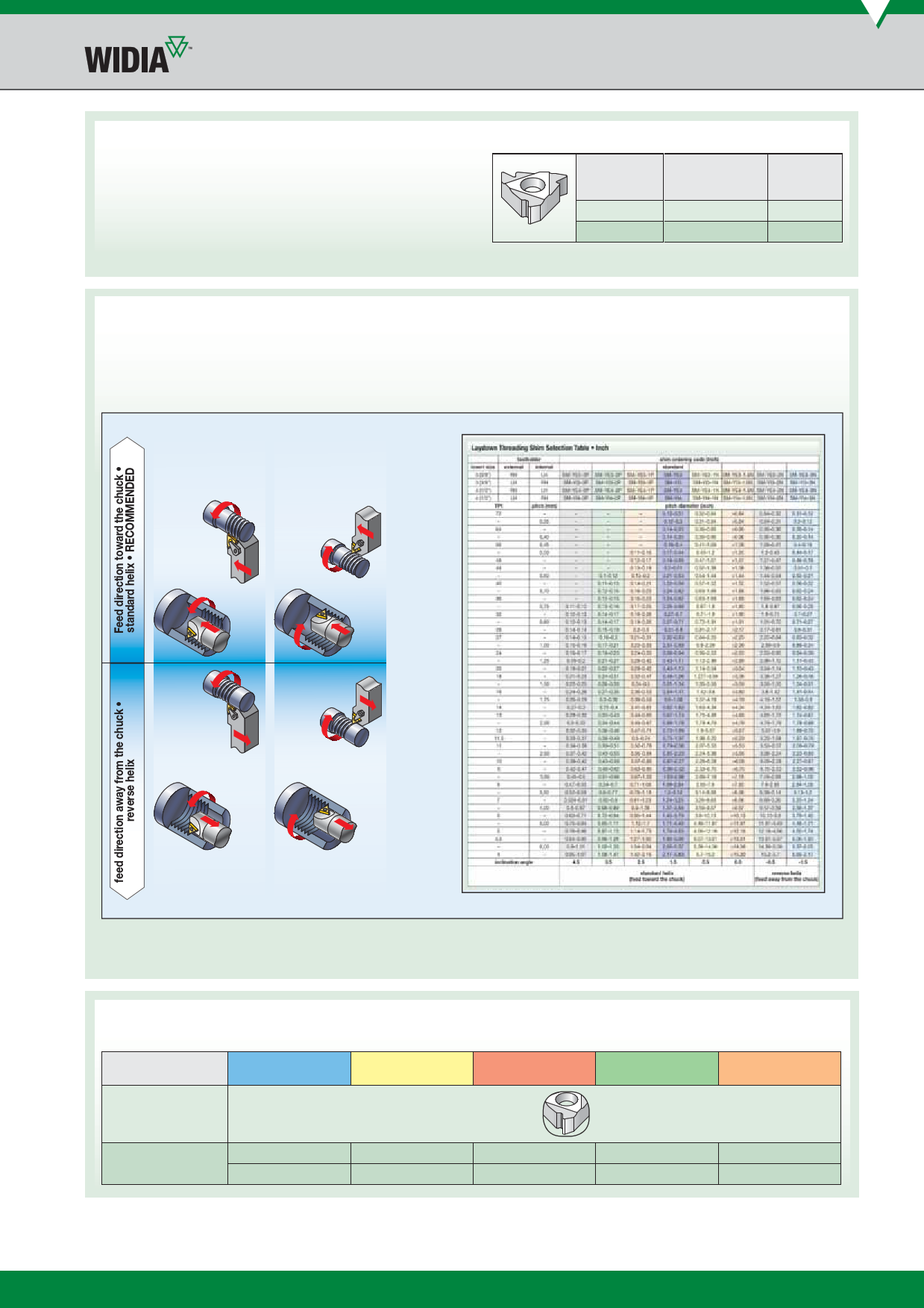
Step 4 • Select Appropriate Shim
Required Information:
• Thread form (TPI or pitch).
• Pitch diameter.
• Helix method (hand of tool, feed direction, hand of thread).
• Number of starts.
RH thread/RH tooling LH thread/LH tooling
insert size
11
16
catalogue number
2IRA60
3IRAG60
TN6025
•
•
Select the proper shim: SMYE... for external RH or internal LH
SMYI... for internal RH or external LH
LH thread/RH tooling RH thread/LH tooling
If recommended shim is different from shim supplied with toolholder, order shim separately.
NOTE: Optimise your threading operation by using the proper infeed angle and the recommended infeed values. See the Technical Section on pages F83–F105.
Also see detailed shim selection information on pages F104–F105.
Step 5 • Select Grade and Speed
Recommendations for Grade and Speed Selection — m/min
workpiece
material
steel
stainless steel
insert style
first choice
TN6025
40–200 (130–650)
TN6025
40–135 (130–450)
cast iron
non-ferrous metals
precision ground
TN6025
60–145 (200–475)
TN6025
50–360 (160–1150)
high-temp alloys
TN6025
10–100 (35–330)
zakaz@widiahanita.ru
www.widiahanita.ru
F41