
WIDIA - Полный каталог инструмента - 2017
Technical Information
General Machining Guidelines
для размещения заказа - zakaz@widiahanita.ru
WIDIA™ insert technology brings chip control to your threading operations
with the TopThread™ platform. The proprietary WIDIA recessed chip groove,
when used according to our recommendations, controls the chip in most
applications. Our positive rake design lowers cutting pressures, which in
turn lowers damaging heat generation thus providing better tool life. Long,
stringy chips no longer mar the workpiece surface finish. The danger to
operators when removing long chips from the workpiece and chuck is
eliminated. All of these benefits combine to improve the productivity
of your threading operations.
The Last Pass
Some CNC controls require the last pass to be at a 0° infeed angle because
the chip will not break on the last pass. On most carbon and alloy steels, the
last pass can remain at 0,127mm depth of cut and produce an acceptable
finish. For some materials, a 0,025mm to 0,076mm (spring) pass may
be used to improve surface finish, however, chipbreaking action
may be compromised.
Machine Programming
Modern CNC controls allow the programmer to easily adjust infeed angle, the
number of passes, and depth of cut for each pass. The chip control threading
insert performs best at an infeed angle of 29° 30’, although 15° to 30° is
acceptable. Also, it is important to maintain a minimum of 0,127mm depth
of cut on every pass. In most applications, use of CNC canned cycles
produce only marginally successful results. Custom written programmes
are better and are recommended.
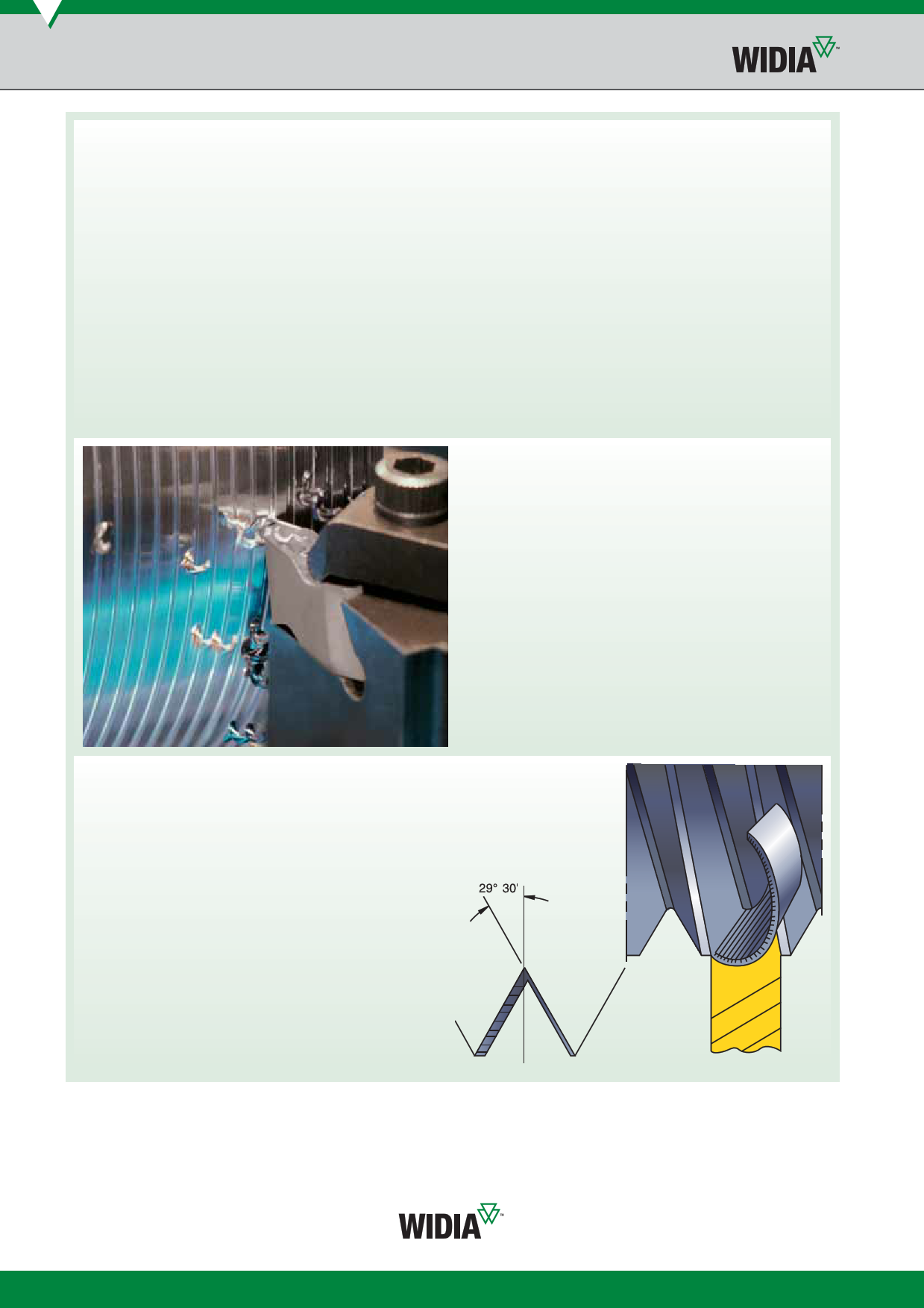
Infeed Angle
In order to effectively and consistently break the chip, it is important to use
an infeed angle between 28° and 29° 30'. Do not apply chip control inserts
at infeed angles less than 15°.
angle of
thread
modified flank
F84
zakaz@widiahanita.ru
www.widiahanita.ru