
WIDIA - Полный каталог инструмента - 2017
для размещения заказа - zakaz@widiahanita.ru
Technical Information
Threading
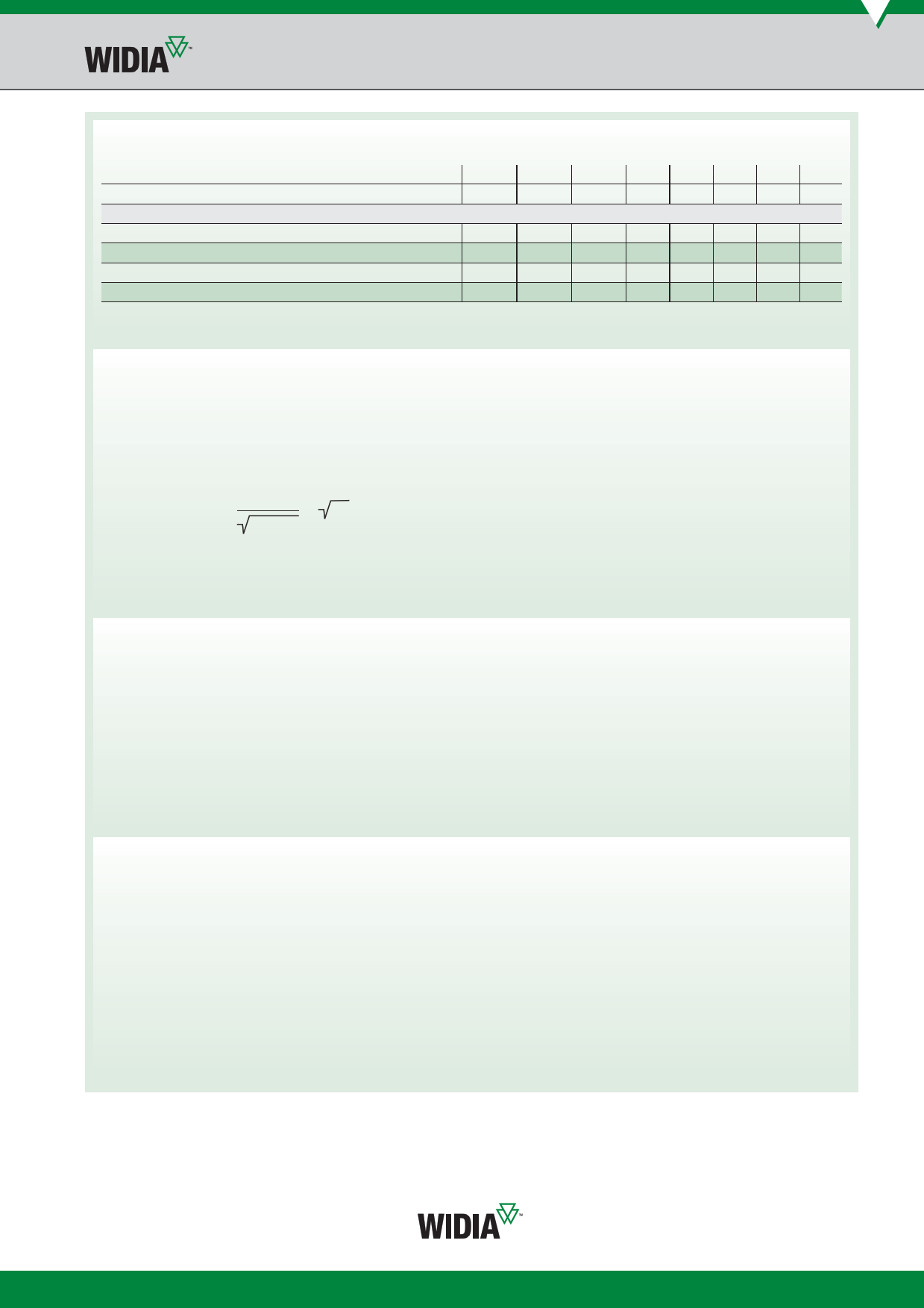
Recommendation for Threading Infeed Passes
TPI
metric pitch (mm)
Thread Type
Common V-thread forms ISO, UN, UNJ, NPT, Whitworth, BSPT, API Rotary Shoulder
Acme, Trapez, Round, API Round
Stub Acme, API Buttress
American Buttress
48–32
0,50–0,75
4–5
—
—
—
28–24
0,80–1
5–6
—
—
—
20–16 14–12 11.5–9 8–6
1,25–1,5 1,75–2 2,5–3 3,5–4
recommended number of passes
6–8 8–10 9–12 12–15
5–6 7–8 10–11 12–13
5 5–6 7–8 8–10
7–8 9–10 11–12 13–15
Maintain minimum 0,05mm infeed on last passes to avoid work hardening and excessive abrasion of the threading tool.
5–4
4,5–6
14–16
13–15
10–12
17–19
3–2
8
15–25
18–20
14–16
22–24
Constant Volume Infeed Values for Threading Operations
In most applications, use of CNC canned cycles produces only marginally
successful results. For example, an 8-pitch external thread has a depth of
2mm (.0789").
6apx =
ap * q
nap-1
Formula for constant chip load infeed
6ap =
x=
nap =
q=
radial infeed
actual pass (from 1 to the nap)
number of passes
1st pass, 0.3
2nd pass, 1
3rd pass and up, x-1
Using Radial Infeed
Bending stress on the cutting edge caused by V-shaped chips
from long-chipping steel workpiece materials.
High cutting forces with small cutting thicknesses require sharp
edges with high strength.
Using Flank Infeed
Lower bending stress and stabilised cutting edges produce
more favourable chip shapes and larger cutting thicknesses.
Carbides with high hardness, good wear resistance,
and temperature stability are advantageous.
Guidelines for Infeeds —
How to Determine the Number and the Size of Passes
The number of passes “s” per thread is decisive for successful threading
and crest turning. The following tables give standard values for the
application condition when machining steel. The proper number
of passes must be determined empirically.
If insert breakage occurs, the number of passes must be increased. With
increased wear, we recommend decreasing the number of passes. The chip
thickness should not be less than 0,05mm. The allowance at the diameter
should not exceed 0,2mm.
zakaz@widiahanita.ru
www.widiahanita.ru
F87