
WIDIA - Полный каталог инструмента - 2017
Technical Information
TopThread™
для размещения заказа - zakaz@widiahanita.ru
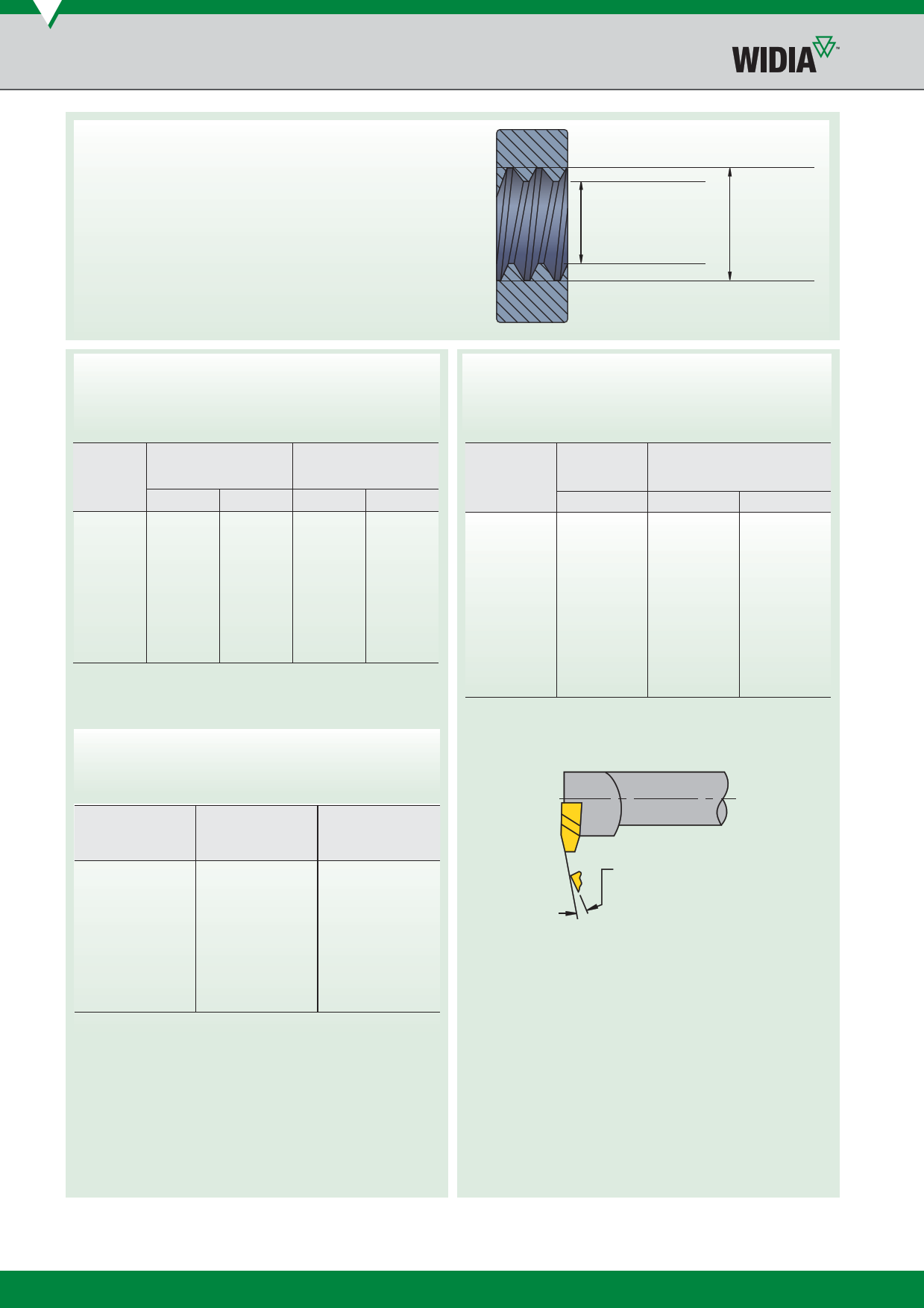
The following charts list the largest thread pitch that can be applied on
internal applications using TopThread threading inserts for 60° V-threading
and Acme threading.
minimum minor diameter
(minimum bore)
nominal thread
size
(maximum
diameter)
Metric-sized 60° V-Threading Limits
internal threading limitations
NT-1, NT-2 60° V-threading inserts
Acme Threading Limits
internal threading limitations
NA and NAS-2, -3, -4, and -6 Acme threading inserts
TPI
4,00
3,00
2,50
2,00
1,75
1,50
1,25
1,00*
0,75
nominal
thread size
NT-1
M48 x 4.00
M42 x 3.00
M39 x 2.50
M33 x 2.00
M32 x 1.75
M32 x 1.50
M29 x 1.29
M27 x 1.00
M22 x 0.75
NT-2
–
–
M24 x 2,50
M15 x 2,00
M15 x 1,75
M15 x 1,50
M14 x 1,25
M14 x 1,00
M12 x 0,75
minimum
thread diameter (mm)
NT-1
43,67
38,75
36,29
30,84
30,11
30,38
27,65
25,92
21,19
NT-2
–
–
21,29
12,84
13,11
13,38
12,65
12,92
11,19
*Thread pitch of 1mm and less can be cut with an NT-2 insert provided the
core thread diameter is 25mm or larger (11mm or larger with NT-1).
internal threading limitations
NT-3 and NT-4 60° V-threading inserts
nominal
thread size
minimum
thread diameter (mm)
TPI
NT-1
NT-1
NT-2
2**
2-1/2**
3**
4
5
6
8
10
12
14
16*
5
4-1/2
4
3-1/2
3
2-1/2
2-1/4
2
1-3/4
1-5/8
1-1/2
4.500
4.100
3.665
3.250
2.800
2.333
2.125
1.900
1.667
1.554
1.438
114.3
104.1
93.1
82.6
71.1
59.3
54.0
48.3
42.4
39.5
36.5
*Sixteen threads per inch and ner can be cut provided minor diameter
is 36,5mm or larger.
**NA-6 insert only.
TPI
6,00**
5,50**
5,00
4,00
3,00
2,50
2,00
1,75
1,50*
nominal
thread size
M76 x 6.00
M73 x 5.50
M70 x 5.00
M64 x 4.00
M52 x 3.00
M48 x 2.50
M42 x 2.00
M40 x 1.75
M38 x 1.50
minimum
thread diameter (mm)
69,50
67,05
64,59
59,67
48,75
45,29
39,84
38,11
36,38
*Thread pitch of 1,5mm and less can be cut provided core thread diameter
is 35mm or larger.
**NT-4-insert only.
increase
clearance
Additional secondary clearance can be ground on leading edge of insert
to provide sufcient helical clearance for machining coarser threads and
multiple start threads. Modied standard inserts may be furnished for
machining threads outside of the limits shown.
F92
zakaz@widiahanita.ru
www.widiahanita.ru