
WIDIA - Полный каталог инструмента - 2017
Technical Information
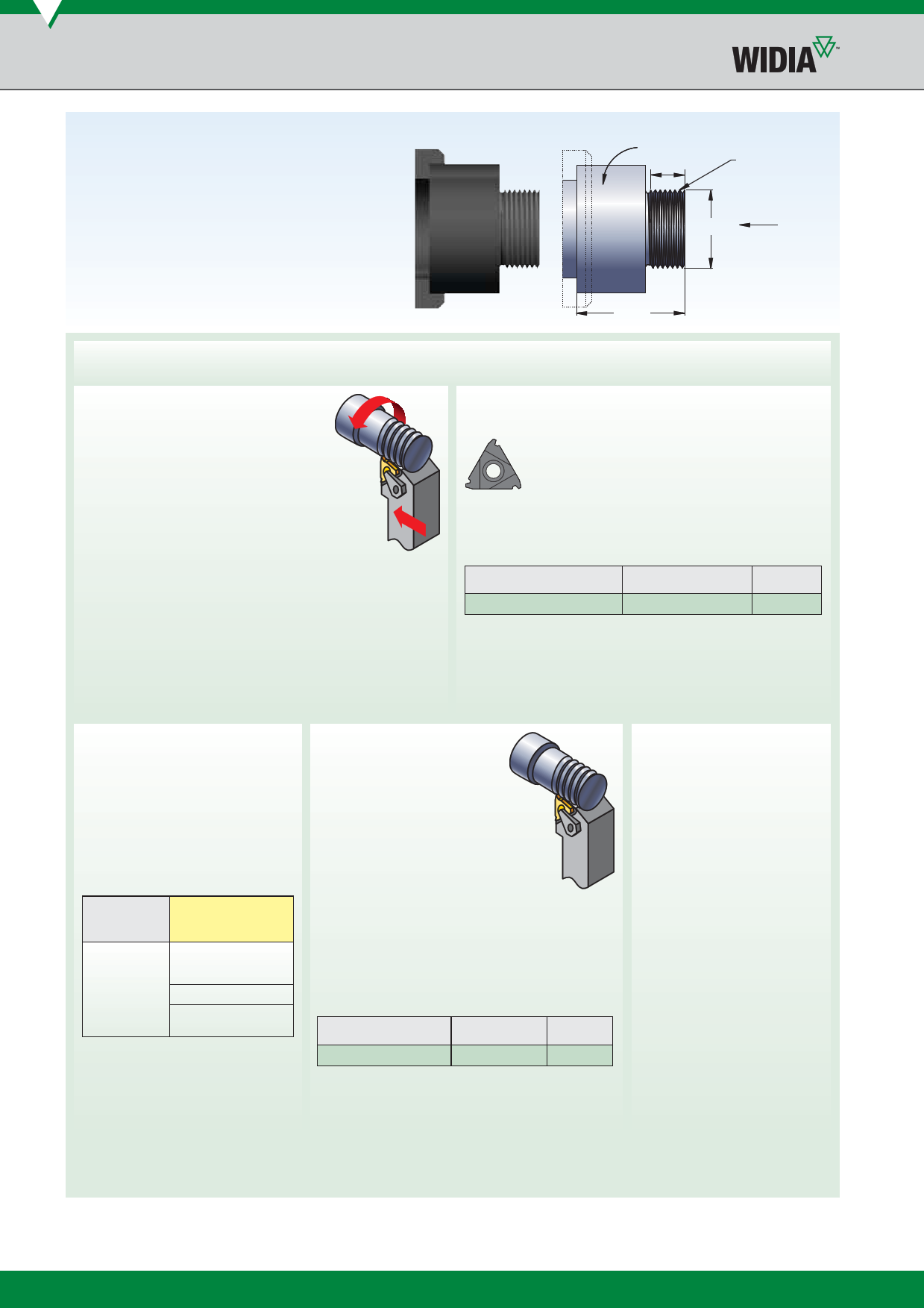
External Laydown Threading
для размещения заказа - zakaz@widiahanita.ru
Required Information
From Part Drawing:
material: 316SS, 200 HB
thread form: 8UN
tolerance: class 2A
operation: external threading
pitch diameter: 50mm x 25mm deep
From Machine Setup Data:
tooling: 20mm x 20mm
spindle rotation: anti-clockwise
feed: toward chuck
Chuck
Jaws
CCW
rotation
25mm
8UN Class 2A
50mm
feed
70mm
Steps for a Successful Threading Operation
Step 1 •
Determine Threading Method
Need to Know:
• Operation (external).
• Spindle rotation (CCW).
Anti-clockwise rotation.
• Feed direction (toward chuck).
• Right-hand toolholder.
• Right-hand insert (ER).
• Standard helix method.
Step 2 •
Select Insert
Need to Know:
• Thread form (ISO R262 1mm pitch).
• Hand of insert (right hand — ER).
Choose the High-Performance Solution
catalogue number
3ER10ISO
insert size
3
High-Performance Selection
NOTE: Use insert with largest insert size available.
insert: 3ER10ISO
grade: TN6025
speed: 150 m/min
TN6025
•
Step 3 •
Select the Grade and Speed
Need to Know:
• Workpiece material (316SS-200HB).
• Operation (external).
Options: Grade and Speed
Selection Guidelines
threading
operation
external
stainless
steel
general purpose
and high performance
TN6025
50–360 m/min
Step 4 •
Select Toolholder
Need to Know:
• External or internal operation
(external).
• Pitch diameter to determine minimum
bore diameter (N/A).
• Type of tooling — toolholder, boring
bar (toolholder).
• Hand of tool (right hand).
• Insert size (16).
Options:
catalogue number
AL203R
insert size
3
shim
SM-YE3
Step 5 •
Select Shim
Need to Know:
• Thread form — TPI or pitch (8 TPI).
• Pitch diameter (50mm).
• Helix method (standard).
See Laydown Threading (LT) shim
selection chart.
Select SM-YE3 shim
NOTE: For this application, the standard
shim supplied should be replaced
with the recommended shim,
SM-YE3.
F98
zakaz@widiahanita.ru
www.widiahanita.ru