
WIDIA - Полный каталог инструмента - 2017
для размещения заказа - zakaz@widiahanita.ru
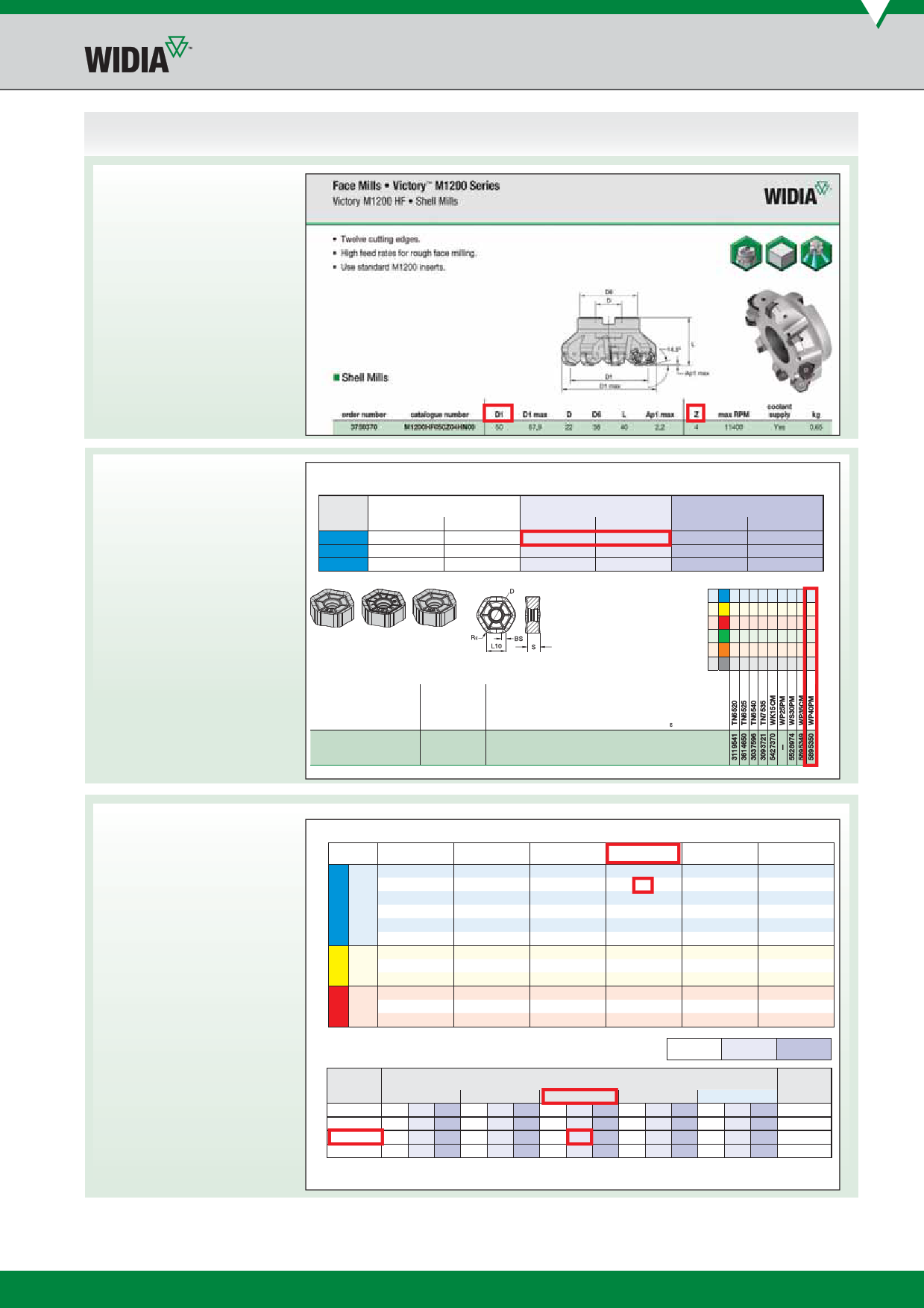
Selecting Tool Body, Insert, and Cutting Data
4. Choose the tool body:
Choose diameter (D1) and pitch (Z)
of tool body.
NOTE: Make sure you select the
correct shank style for your
toolholder. For toolholders,
visit .
Indexable Milling
Determining Cutting Data
5. Choose the inserts with the
WIDIA™ insert selection guide:
A Determine light machining,
general purpose, or heavy
machining according to
workpiece material. See the
Material Overview at the end
of the catalogue for material
descriptions.
B Select the grade given in the
insert selection guide. Use the
six digit order number to easily
place your order.
n Insert Selection Guide
Material
Group
P1–P2
P3–P4
P5–P6
Light
Machining
Geometry
Grade
.E..LD
WP40PM
.E..LD
WP25PM
.E..LD
WP25PM
HNGJ-GD
HNPJ-HD
HNGJ-HD
n HNGJ-GD
Geometry
.S..GD
.S..GD
.S..GD
General
Purpose
5AGrade
WP40PM
WP35CM
WP35CM
Heavy
Machining
Geometry
Grade
.S..HD
WP40PM
.S..HD
WP35CM
.S..HD
WP35CM
first choice
alternate choice
P
M
K
N
5B
S
H
catalogue number
HNGJ0905ANSNGD
cutting
edges
12
D L10 S BS R hm
16 8,58 5,56 1,80 1,20 0,10
6. Determine cutting data —
with the WIDIA Recommended
Speeds and Feeds tables:
A Choose the recommended
speed value according to the
workpiece material and grade.
B Choose the recommended
starting feed rate according to
the insert geometry and % of
radial engagement ae.
Starting values are given in bold.
Recommended Starting Speeds [SFM]
Material
Group
1
6A
P
2
3
4
5
6
1
M2
3
1
K2
3
WP25PM
WP35CM
395 340 325 545 475 445
330 290 240 335 305 275
305 260 210 305 275 245
270 220 180 230 210 190
220 205 180 310 275 250
200 150 120 190 160 130
245 215 200 245 220 185
220 190 155 220 190 170
170 145 115 175 155 140
275 245 220 355 320 290
215 190 180 280 250 230
180 160 145 235 210 190
6A
WS30PM
WP40PM
– – – 355 310 295
– – – 300 260 215
6A– – – 275 235 190
– – – 245 205 160
– – – 205 185 160
– – – 180 140 110
270 240 220 235 205 185
245 215 175 210 180 150
185 160 125 155 140 110
––––––
––––––
––––––
TN6501
–––
–––
–––
–––
–––
–––
–––
–––
–––
–––
–––
–––
THM-U
–––
–––
–––
–––
–––
–––
–––
–––
–––
–––
–––
–––
n Recommended Starting Feeds [mm]
Light
Machining
General
Purpose
Heavy
Machining
Insert
Geometry
5%
Programmed Feed per Tooth (fz)
as a % of Radial Depth of Cut (ae)
6B10% 20% 30%
40–100%
.F..LDJ
0,17 0,32 0,65 0,13 0,23 0,47 0,09 0,17 0,35 0,08 0,15 0,31 0,08 0,14 0,28
6B
.E..LD
.S..GD
0,17 0,50 1,00 0,13 0,36 0,72 0,09 0,27 0,54 0,08 0,23 0,47 0,08 0,21 0,43
0,33 0,84 1,35 0,24 0,60 0,97 0,18 0,45 0,72 0,16 0,39 0,63 0,14 0,36 0,57
.S..HD
0,33 0,84 1,35 0,24 0,60 0,97 0,18 0,45 0,72 0,16 0,39 0,63 0,14 0,36 0,57
NOTE: Use “Light Machining” value as starting feed rate.
6B
Insert
Geometry
.F..LDJ
.E..LD
.S..GD
.S..HD
zakaz@widiahanita.ru
www.widiahanita.ru
G5