
WIDIA - Полный каталог инструмента - 2017
для размещения заказа - zakaz@widiahanita.ru
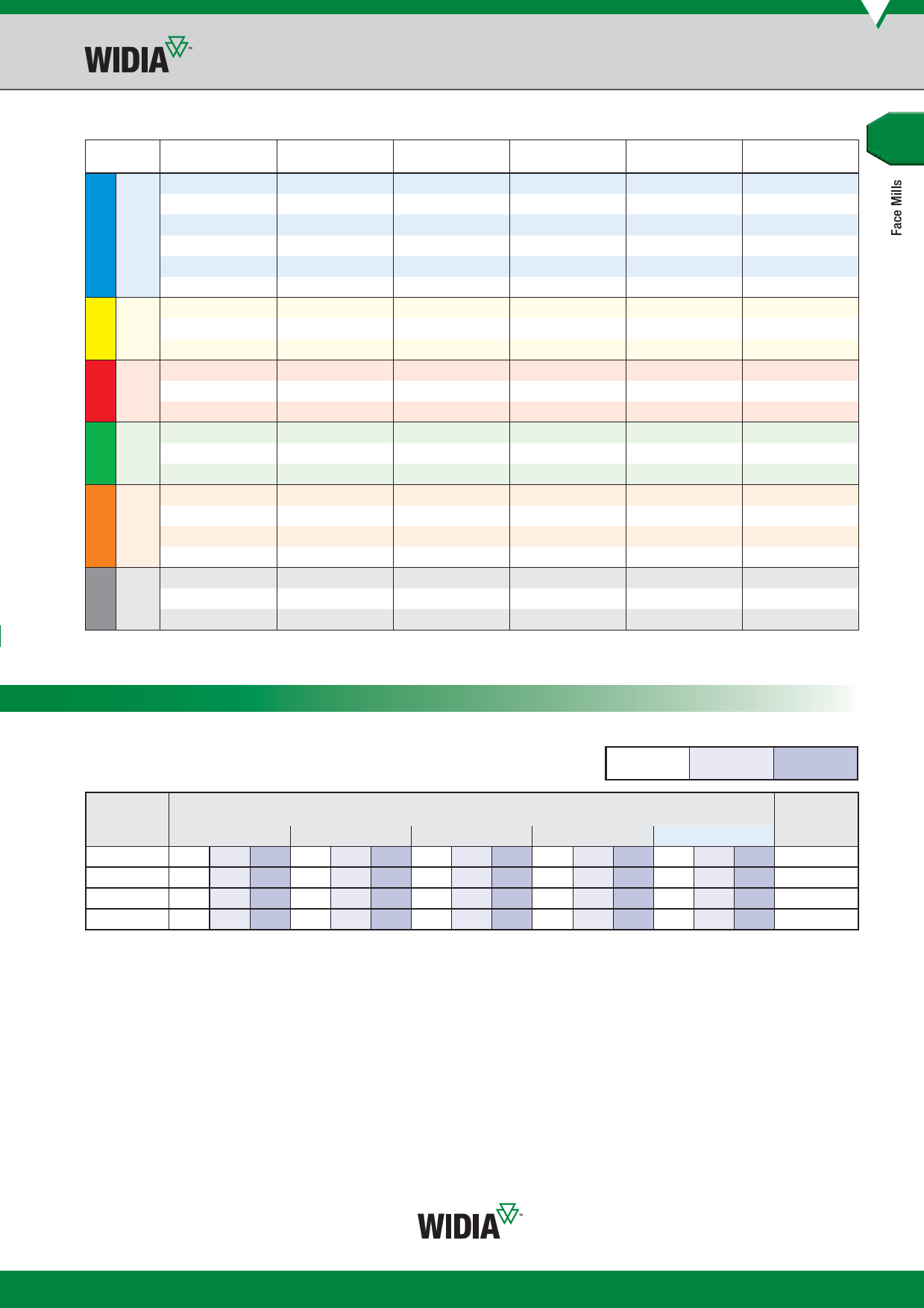
Face Mills • Victory™ M1200 Mini Series
Recommended Starting Speeds
(Recommended Starting Speeds [m/min] — continued)
Material
Group
WP25PM
WP35CM
WS30PM
1 395 340 325 545 475 445 – – –
2 330 290 240 335 305 275 – – –
3 305 260 210 305 275 245 – – –
P
4 270 220 180 230 210 190 – – –
5 220 205 180 310 275 250 – – –
6 200 150 120 190 160 130 – – –
1 245 215 200 245 220 185 270 240 220
M 2 220 190 155 220 190 170 245 215 175
3 170 145 115 175 155 140 185 160 125
1 275 245 220 355 320 290 – – –
K 2 215 190 180 280 250 230 – – –
3 180 160 145 235 210 190 – – –
1 –––––––––
N2
–––––––––
3 –––––––––
1 50 40 30 – – – 55 50 35
2 50 40 30 – – – 55 50 35
S
3 60 50 30 – – – 65 55 35
4 85 60 40 80 60 40 100 70 50
1 145 110 85 – – – – – –
H2
–––––––––
3 –––––––––
NOTE: FIRST choice starting speeds are in bold type.
As the average chip thickness increases, the speed should be decreased.
WP40PM
TN6501
THM-U
355 310 295 – – – – – –
300 260 215 – – – – – –
275 235 190 – – – – – –
245 205 160 – – – – – –
205 185 160 – – – – – –
180 140 110 – – – – – –
235 205 185 – – – – – –
210 180 150 – – – – – –
155 140 110 – – – – – –
–––––––––
–––––––––
–––––––––
– – – 2400 1440 1200 2400 1440 1200
– – – 1640 980 800 1640 980 800
– – – 960 600 480 960 600 480
50 40 35 – – – – – –
50 40 35 – – – – – –
60 50 35 – – – – – –
80 60 40 – – – – – –
–––––––––
–––––––––
–––––––––
Recommended Starting Feeds
Recommended Starting Feeds [mm]
Light
Machining
General
Purpose
Heavy
Machining
Insert
Geometry
5%
Programmed Feed per Tooth (fz)
as a % of Radial Depth of Cut (ae)
10% 20% 30%
40–100%
.F..LDJ
0,14 0,26 0,53 0,10 0,19 0,38 0,08 0,14 0,29 0,07 0,12 0,25 0,06 0,11 0,23
.E..LD
0,14 0,41 0,82 0,10 0,29 0,59 0,08 0,22 0,44 0,07 0,19 span id="f1" style="font-size:7px;vertical-align:baseline;color:#221e1f;">0,38 0,06 0,18 0,35
.S..GD
0,27 0,68 1,10 0,20 0,49 0,79 0,15 0,37 0,59 0,13 0,32 0,51 0,12 0,29 0,47
.S..HD
0,27 0,68 1,10 0,20 0,49 0,79 0,15 0,37 0,59 0,13 0,32 0,51 0,12 0,29 0,47
NOTE: Use “Light Machining” value as starting feed rate.
Insert
Geometry
.F..LDJ
.E..LD
.S..GD
.S..HD
zakaz@widiahanita.ru
www.widiahanita.ru
H23