
WIDIA - Полный каталог инструмента - 2017
для размещения заказа - zakaz@widiahanita.ru
Face Mills • SuperFeed™ Series
Recommended Starting Speeds
Recommended Starting Speeds [m/min]
Material
Group
1
2
3
P
4
5
6
1
M2
3
1
K2
3
1–2
N
3
1
2
S
3
4
H1
–
–
–
–
–
–
–
–
–
–
–
–
910
460
–
–
–
–
–
WDN00U
–
–
–
–
–
–
–
–
–
–
–
–
1980
610
–
–
–
–
–
–
–
–
–
–
–
–
–
–
–
–
–
4880
760
–
–
–
–
–
Recommended Starting Feeds
Recommended Starting Feeds [mm]
Light
Machining
General
span id="f4" style="font-size:7px;vertical-align:baseline;color:#221e1f;">Purpose
Insert
Geometry
10%
Programmed Feed per Tooth (fz)
as a % of Radial Depth of Cut (ae)
20% 30% 40%
50–100%
SDR…
0,08 0,17 0,33 0,06 0,13 0,25 0,06 0,11 0,22 0,05 0,10 0,20 0,05 0,10 0,20
EDR…
0,08 0,17 0,33 0,06 0,13 0,25 0,06 0,11 0,22 0,05 0,10 0,20 0,05 0,10 0,20
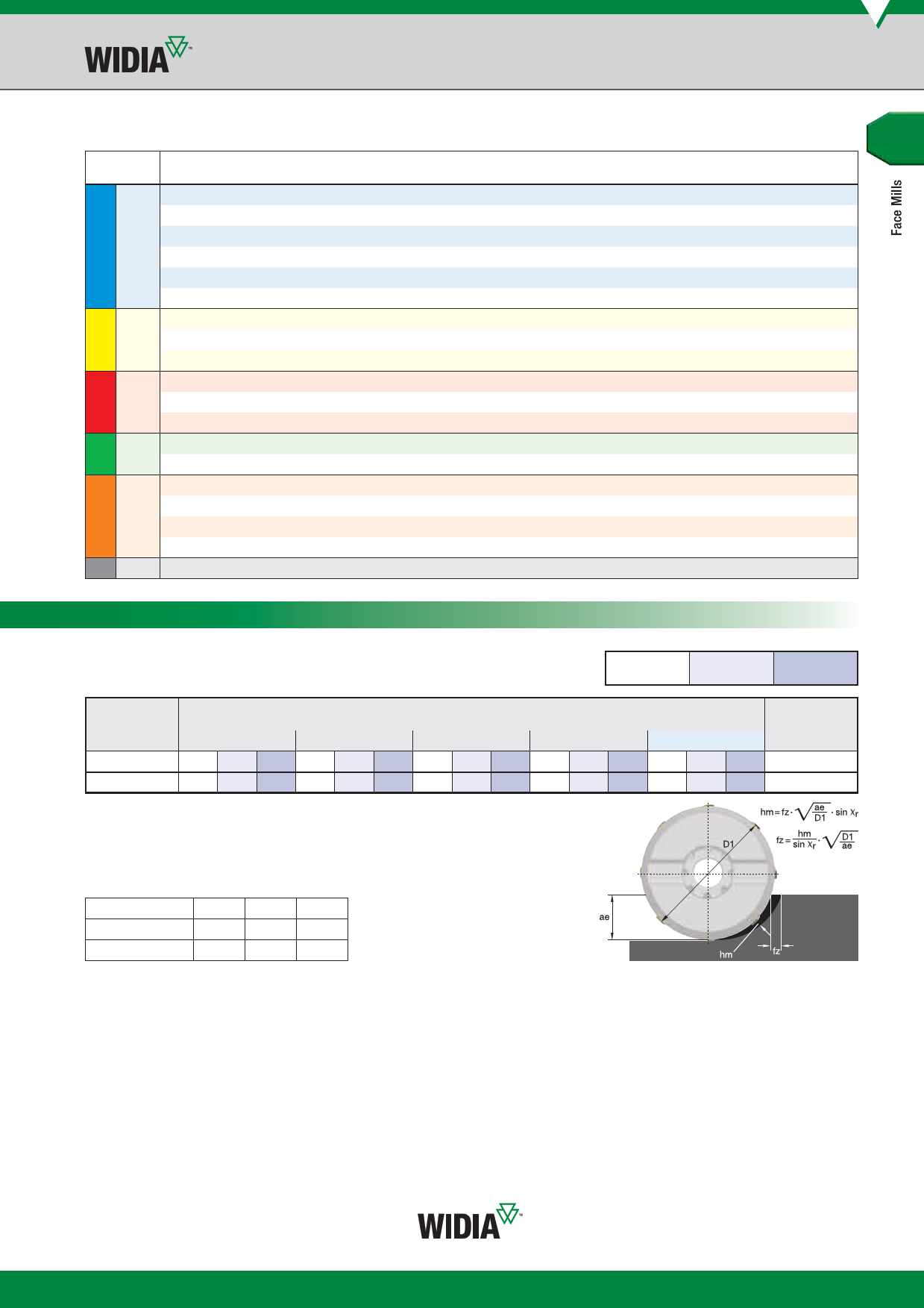
NOTE: First choice starting feed (fz) is in bold type.
Use corresponding speed (vc).
fz and vc are valid for ae *0,4 D1.
For smaller ae, fz and vc should be multiplied by the factor given below:
Heavy
Machining
Insert
Geometry
SDR…
EDR…
ae/D1 =
fz-Factor
vc-Factor
0,2 0,3 0,4
1,5 1,3 1,0
1,3 1,2 1,1
zakaz@widiahanita.ru
www.widiahanita.ru
H67