
WIDIA - Высокопроизводительные твердосплавные фрезы - 2015
для размещения заказа - zakaz@widiahanita.ru
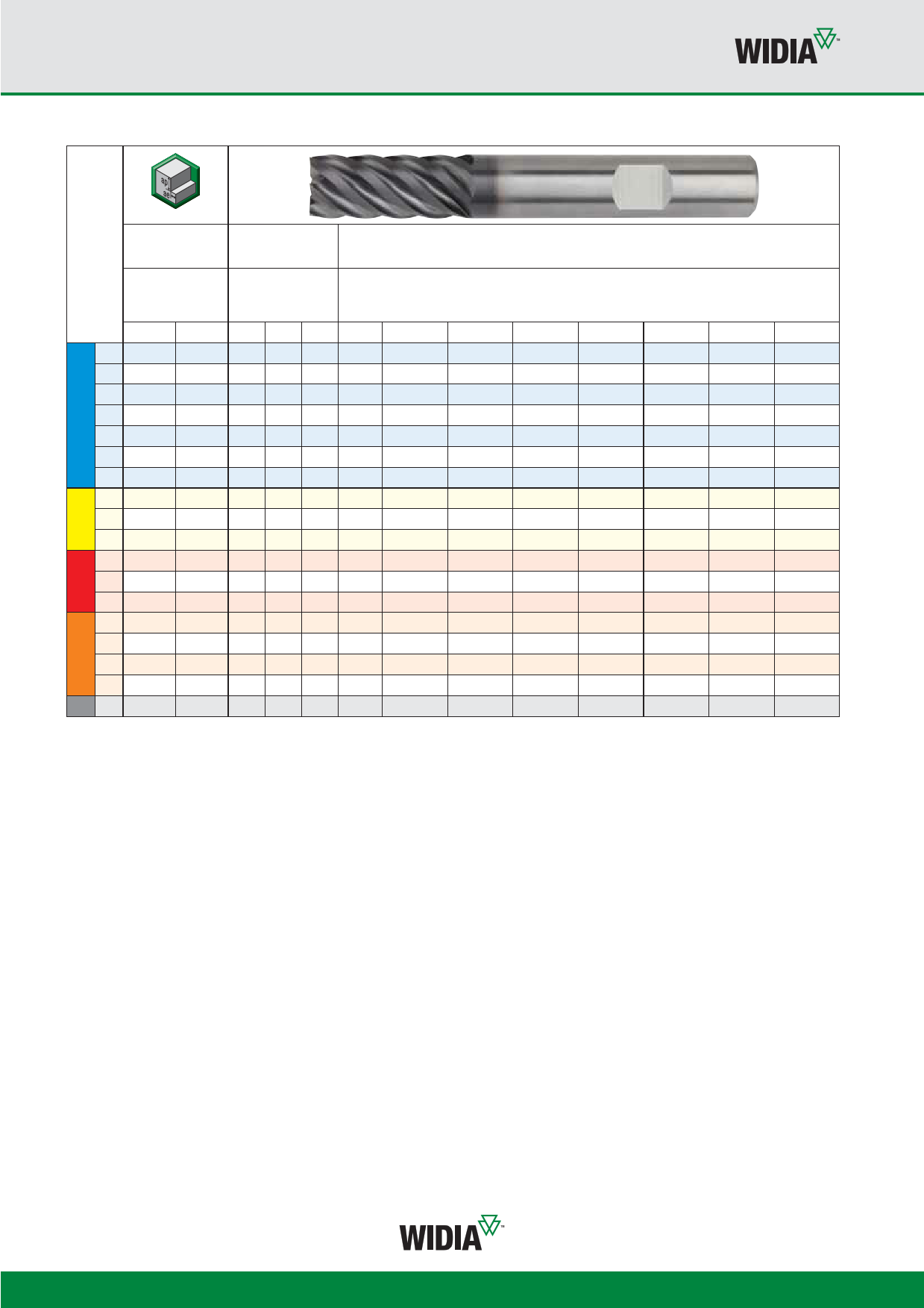
Высокопроизводительные цельные твердосплавные концевые фрезы • Чистовая обработка
Рекомендации по применению • Серия D517 • Сплавы Victory™
Серия D517 • Сплавы Victory
Торцевое
фрезерование (A)
WP15PE
Рекомендуемая подача на зуб (fz = мм/зуб) для торцевого фрезерования (A).
A
Группа
материала
ap
0 Ap1 max
1 Ap1 max
2 Ap1 max
P 3 Ap1 max
4 Ap1 max
5 Ap1 max
6 Ap1 max
1 Ap1 max
M 2 Ap1 max
3 Ap1 max
1 Ap1 max
K 2 Ap1 max
3 Ap1 max
1 Ap1 max
2 Ap1 max
S 3 Ap1 max
4 Ap1 max
H 1 Ap1 max
ae
0,05 x D
0,05 x D
0,05 x D
0,05 x D
0,05 x D
0,05 x D
0,05 x D
0,05 x D
0,05 x D
0,05 x D
0,05 x D
0,05 x D
0,05 x D
0,04 x D
0,04 x D
0,05 x D
0,05 x D
0,04 x D
Скорость
резания — vc
м/мин
min max
150 – 200
150 – 200
140 – 190
120 – 160
90 – 150
60 – 100
50 – 75
90 – 115
60 – 80
60 – 70
120 – 150
110 – 140
110 – 130
50 – 90
25 – 40
60 – 80
50 – 60
80 – 140
мм
fz
fz
fz
fz
fz
fz
fz
fz
fz
fz
fz
fz
fz
fz
fz
fz
fz
fz
6,0
0,044
0,044
0,044
0,036
0,033
0,029
0,025
0,036
0,029
0,025
0,044
0,036
0,029
0,036
0,019
0,029
0,026
0,033
8,0
0,060
0,060
0,060
0,050
0,045
0,040
0,034
0,050
0,040
0,034
0,060
0,050
0,040
0,050
0,026
0,040
0,037
0,045
D1 — диаметр
10,0
0,072
0,072
0,072
0,061
0,054
0,048
0,040
0,061
0,048
0,040
0,072
0,061
0,048
0,061
0,032
0,048
0,045
0,054
12,0
0,083
0,083
0,083
0,070
0,062
0,056
0,047
0,070
0,056
0,047
0,083
0,070
0,056
0,070
0,037
0,056
0,052
0,062
14,0
0,092
0,092
0,092
0,079
0,070
0,063
0,052
0,079
0,063
0,052
0,092
0,079
0,063
0,079
0,042
0,063
0,058
0,070
18,0
0,108
0,108
0,108
0,095
0,083
0,076
0,061
0,095
0,076
0,061
0,108
0,095
0,076
0,095
0,050
0,076
0,069
0,083
ПРИМЕЧАНИЕ: Нижнее значение скорости резания используется при выполнении операций со съемом большого припуска или
при обработке более твердых материалов в пределах группы.
Верхнее значение скорости резания используется при выполнении операций чистовой обработки или при обработке менее
твердых материалов в пределах группы. Перечисленные выше режимы резания соответствуют идеальным условиям.
Для достижения лучшего качества обработанной поверхности уменьшайте подачу на зуб.
20,0
0,114
0,114
0,114
0,101
0,088
0,081
0,065
0,101
0,081
0,065
0,114
0,101
0,081
0,101
0,054
0,081
0,074
0,088
34 www.hanita-widia.ru