
WIDIA - Фрезы со сменными пластинами, осевой инструмент - 2010
Техническая информация
Формулы и основные принципы
Шаг зубьев фрезы
Шаг зубьев или плотность их распределения по диаметру связано
с числом пластин фрезы. Фрезы классифицируются на имеющие
крупный, средний и мелкий шаг зубьев. В процессе
проектирования фрезы учитываются глубина резания и подача на
зуб, а также предусматривается возможность беспрепятственной
эвакуации стружки. Именно поэтому, фрезы, разработанные для
съема большого объема металла, имеют максимальные
стружечные канавки. Данная необходимость ограничивает
количество пластин, определяя крупный шаг зубьев фрезы.
Для фрез со средним шагом зубьев зона отвода стружки
в корпусе обычно немного меньше, чем для фрез с крупным
шагом зубьев. Для фрез с мелким шагом зубьев, зона отвода
стружки значительно меньше.
Крупный шаг зубьев рекомендуется для операций
фрезерования общего назначения, когда имеется достаточная
мощность и требуется максимальная глубина резания.
Средний шаг зубьев рекомендуется выбирать при необходимости
обеспечить умеренную подачу на зуб и в случаях, когда в резании
одновременно должно находиться более одного зуба. При среднем
шаге зубьев также снижается удар при входе в резание без
потери подачи.
Мелкий шаг зубьев идеально подходит для фрезерования сильно
прерывистой поверхности, как например, у коллектора гидросистемы.
Фрезы с мелким шагом зубьев допускают более высокую подачу, чем фрезы
со средним или большим шагом зубьев. Они также характеризуются более
высокими усилиями резания и потребляют большую мощность, чем фрезы
с со средним или большим шагом зубьев.
Пластины у фрез с неравномерным шагом зубьев располагаются по
диаметру несимметрично, что препятствует возникновению гармонических
колебаний, характерных для равномерного расположения зубьев. Низкая
склонность к вибрациям фрез подобного типа делает их предпочтительным
выбором вне зависимости от шага зубьев.
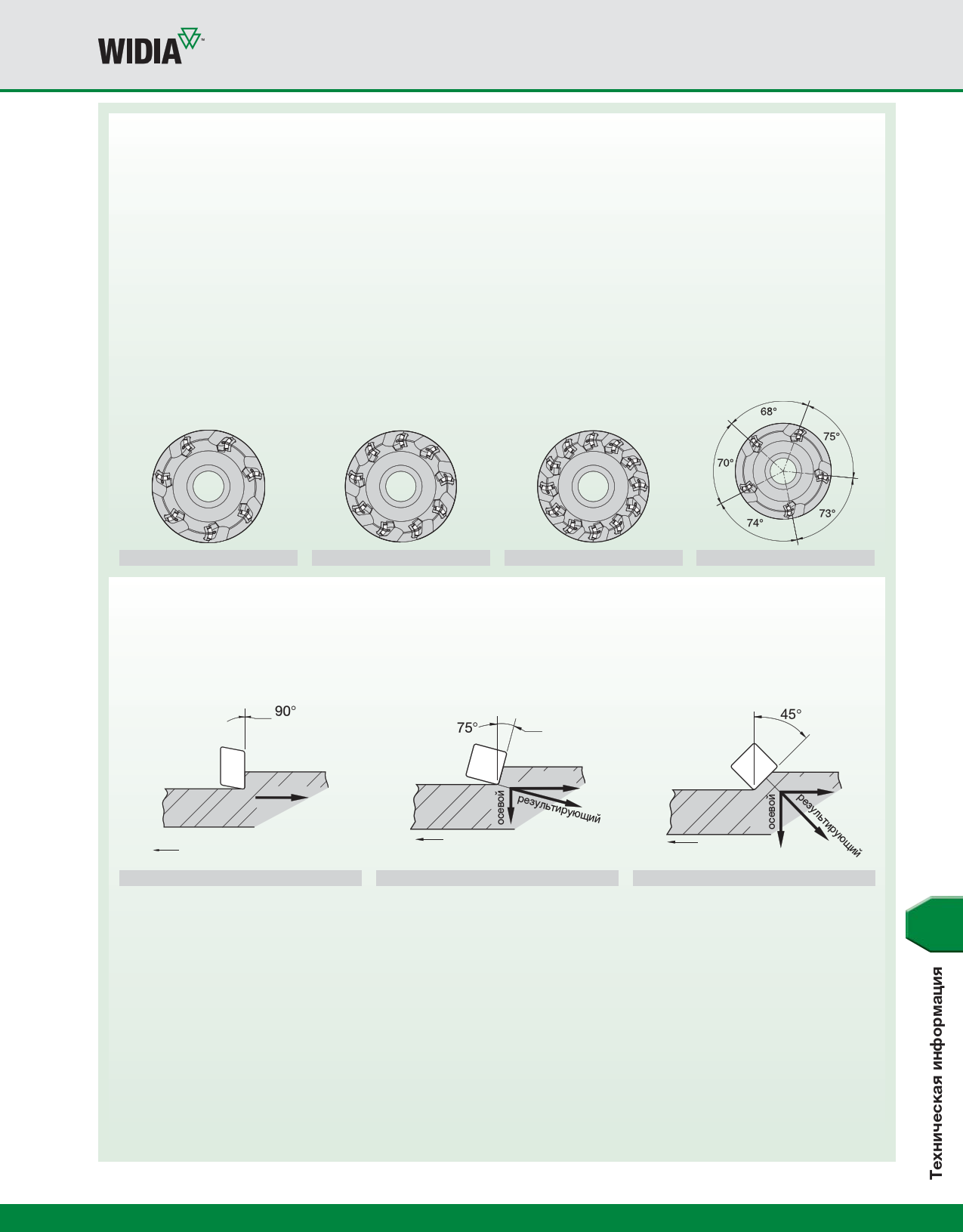
Крупный шаг зубьев
Средний шаг зубьев
Мелкий шаг зубьев
Неравномерный шаг зубьев
Углы в плане/усилия резания на детали и зажимном приспособлении
Усилия резания, возникающие в процессе фрезерования, постоянно меняют свое направление по мере перемещения инструмента.
Понимание взаимосвязей этих усилий поможет обеспечить безопасную работу, предотвращая перемещение детали в процессе резания.
Не менее важным является влияние угла в плане на направление силы резания, фактическую толщину стружки и стойкость инструмента.
угол в плане
угол в плане
угол
в плане
подача стола
направление
силы резания
радиальный
результирующий
подача стола
радиальный
подача стола
Угол в плане 90
преимущества:
Обработка уступа с углом 90
• Возможное решение для
обработки тонкостенных деталей.
недостатки:
Наибольшие радиальные силы резания
• Высокая ударная нагрузка при входе.
• Высокая вероятность задира на
пластине в зоне выхода из резания.
Угол в плане 75 и 70
преимущества:
• Для операций фрезерования
общего назначения и относительно
жестком закреплении.
• Хорошее соответствие размера пластины
и максимальной глубины резания.
• Сниженная ударная нагрузка при входе.
недостатки:
• Высокие радиальные силы могут привести
к потере устойчивости станка и ослаблению
крепления детали.
Угол в плане 45
преимущества:
• Хороший баланс осевой и
радиальной сил резания.
• Меньшее разрушение угла детали.
• Минимальный удар при входе.
• Меньшие радиальные силы, направленные
на подшипники шпинделя.
• Возможность более высокой подачи.
недостатки:
• Небольшая максимальная глубина резания.
• Диаметр резания меньше фактического
диаметра корпуса фрезы, что может
стать причиной столкновения с
элементами крепления.
E11
для размещения заказа - zakaz@widiahanita.ru