
WIDIA - Фрезы со сменными пластинами, осевой инструмент - 2010
Техническая информация
Рекомендации по обнаружению и устранению недостатков
Устранение недостатков, связанных с поломкой пластин
Введение
Решить возникшую проблему на операции фрезерования можно
последовательным выявлением и устранением возможных
неисправностей. Эти проблемы могут сопровождаться
преждевременной поломкой режущей пластины, повышенным
шумом или вибрациями, повреждением корпуса фрезы или
дефектами на обработанной поверхности. И основополагющим
фактором в борьбе с возможными неисправностями является
выявления причины их возникновения. Пять основных факторов,
подлежащих анализу:
1. режущий материал (марка сплава) 4. деталь
2. фреза/патрон
5. установка/закрепление
3. станок
В данном разделе рассмотрены возможные причины и рекомендации
по устранению неисправностей для каждого из пяти перечисленных
пунктов. Помните, если одновременно выполняется несколько шагов,
реальная причина проблемы возможно никогда не будет выявлена.
Всегда выполняйте только одну корректирующую
меру за один раз.
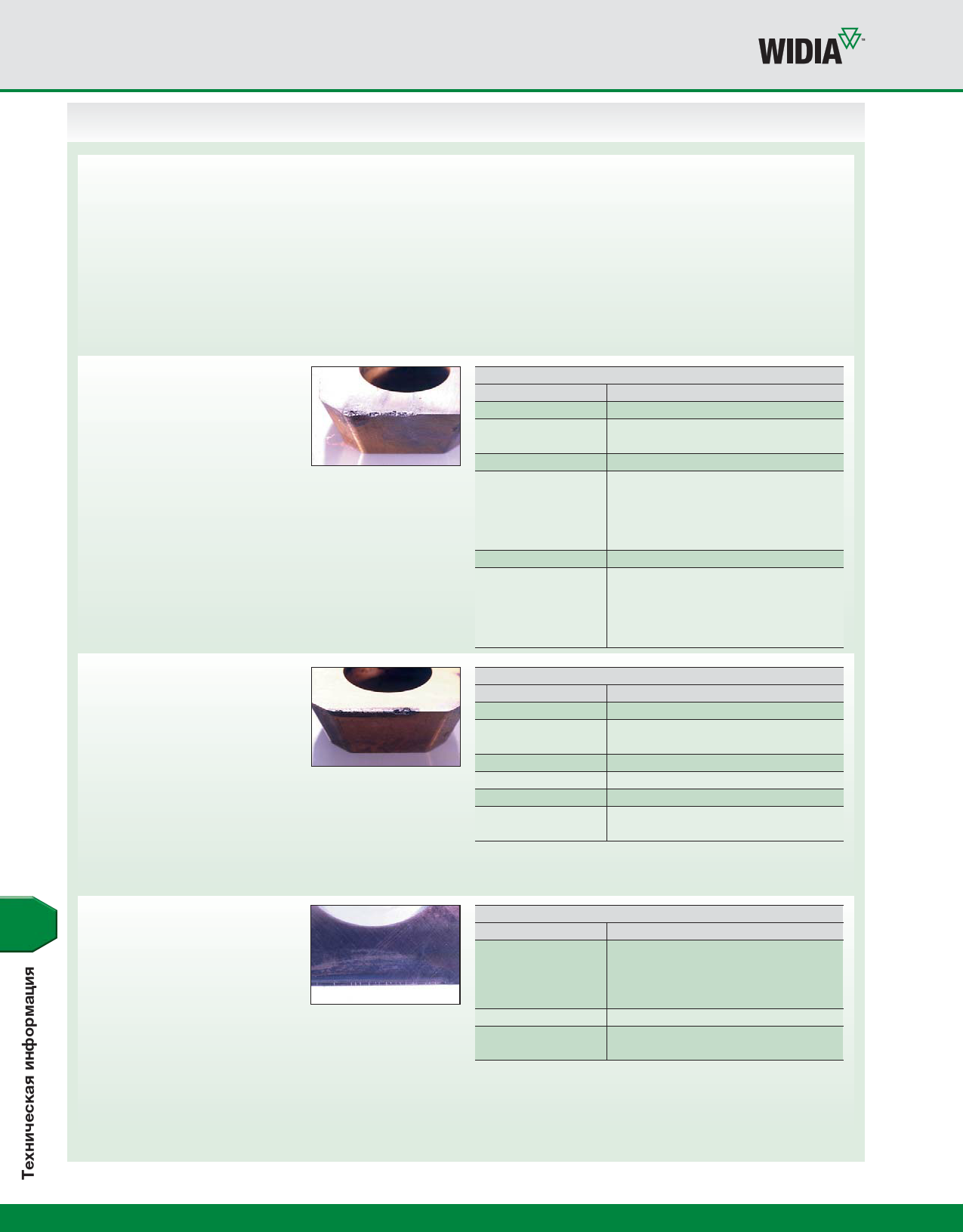
1. Скалывание: Внешне напоминает
допустимый износ по задней
поверхности. Но нормальный износ
по задней поверхности представляет
собой раномерно снятую ленточку
по кромке пластины. А в случае
выкрашиваний, плоскость износа
отсутствует, а имеется пилообразная,
шероховатая поверхность. При несвоевременном
обнаружении выкрашиваний, данная проблема
может быть классифицирована как образование
проточины по глубине резания.
2. Образование зазубрин:
Образование проточины по глубине
резания: Проявляется в виде местного
истирания или выкрашивания кромки
по линии, соответствующей глубине
резания, на передней и задней
поверхности пластины. Образование
проточины чаще всего связано с
характеристиками обрабатываемого материала. Это могут
быть корка на поверхности заготовки, специфические свойства
жаропрочных сплавов, таких как INCONEL®, упрочненный
поверхностный слой заготовки, возникший в процессе
предварительной механической обработки или закаленный
материал твердостью выше 55 HRC.
скалывание
причина
марка сплава
подготовка кромки
нарост на кромке
вибрации
подача
вторичное
перерезание стружки
решение
Используйте более прочную марку сплава.
По возможности используйте
защитную фаску.
Увеличьте скорость.
Проверьте жесткость системы на предмет
обеспечения соответствующего зажатия фрезы.
Замените изношенную прижимную
планку/подшипники.
Проверьте правильность установки фрезы.
Уменьшите подачу на зуб.
Выберите геометрию фрезы с правильным
шагом зубьев, чтобы обеспечить пространство
для размещения стружки.
Использовать сжатый воздух или СОЖ
для удаления стружки.
образование зазубрин
причина
геометрия фрезы
марка сплава
подача
скорость
подготовка кромки
программирование
решение
Измените угол в плане фрезы.
Используйте более износостойкую
марку твердого сплава.
Уменьшите подачу на зуб.
Уменьшите скорость.
Используйте хонингованные пластины
или пластины с защитной фаской.
Измените глубину резания для
чрезвычайно абразивных материалов.
3. Термические трещины: Эти трещины
располагаются перпендикулярно
режущей кромке пластины и вызваны
значительными колебаниями температуры
в зоне резания. За один оборот фрезы
пластина начинает резать и температура
быстро увеличивается. Различная
толщина стружки также влияет на
изменение температуры во время резания. При выходе пластины
из резания воздух или поток СОЖ быстро охлаждают пластину
перед ее повторным вхождением в материал.
Эти колебания температуры создают термические напряжения
внутри пластины, которые могут привести к термическим трещинам.
Внешне развитая термическая трещина напоминает выкрашивания.
термические трещины
причина
решение
скорость и подача
Уменьшите температуру режущей кромки
путем снижения скорости резания и,
возможно, подачи на зуб.
СОЖ
марка сплава
Прекратите подвод СОЖ.
Используйте сплав с покрытием,
разработанным для фрезерования с СОЖ.
E18
для размещения заказа - zakaz@widiahanita.ru