
WIDIA - Фрезы со сменными пластинами, осевой инструмент - 2010
Техническая информация
Рекомендации по обнаружению и устранению недостатков
Устранение недостатков, связанных с поломкой пластин (продолжение)
4. Нарост на кромке: Данное состояние
характеризуется налипанием слоев
обрабатываемого материала на режущую
кромку пластины. Твердые частицы
прилипшего материала периодически
срываются, оставляя углубления
неправильной формы на режущей
кромке. Это приводит к повреждению
детали и пластины. Из-за нароста
на кромке также может увеличиться
усилие резания.
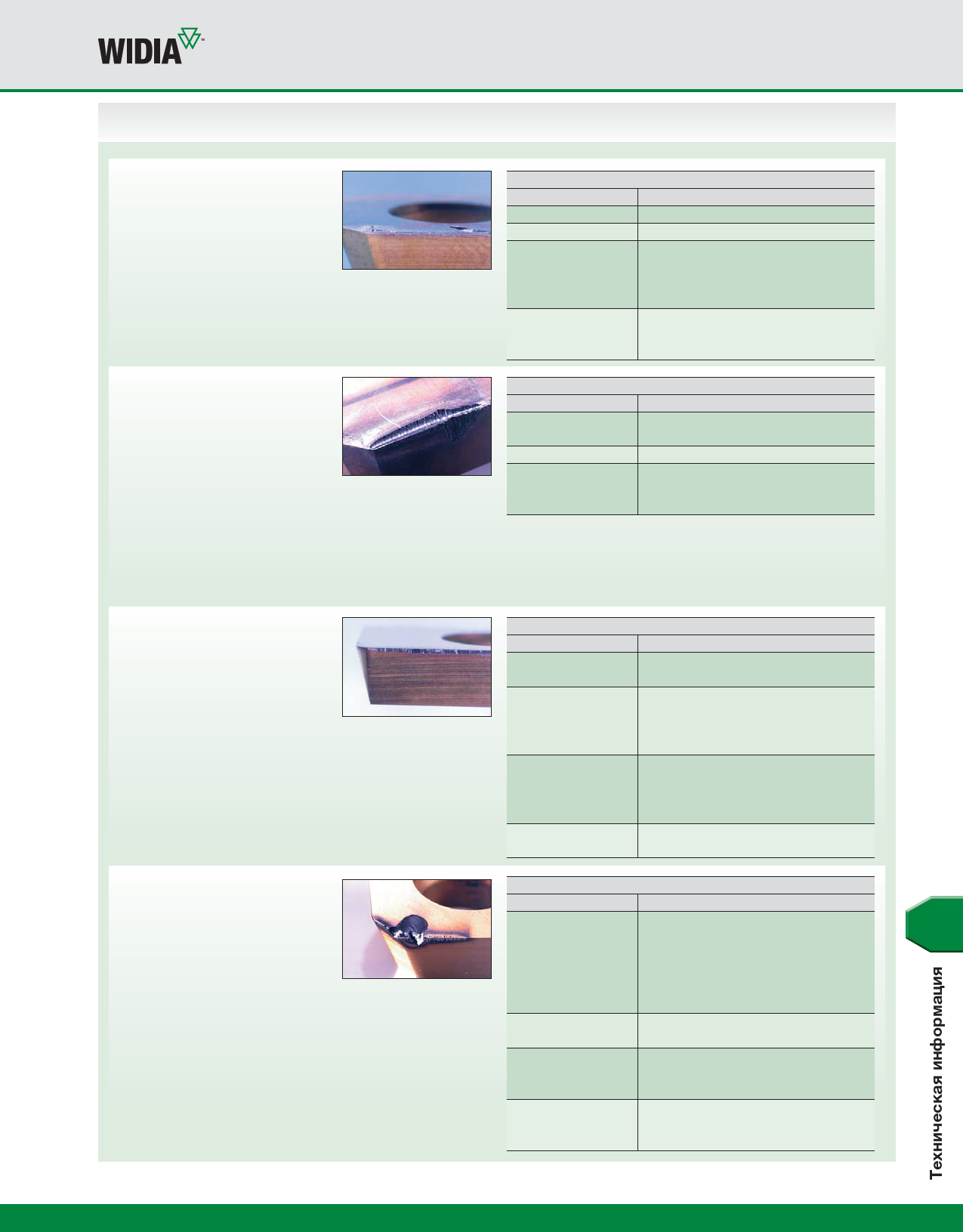
5. Лункообразование: Относительно
гладкая, правильной формы впадина,
возникающая на передней поверхности
пластины. Образование лунки
происходит по двум причинам:
1. Обрабатываемый материал налипает
на поверхность вершины пластины,
приводя к мгновенному отрыванию
фрагментов поверхности пластины.
2. При трении стружки о поверхность пластины выделяется большое
количество теплоты. В итоге, рост тепла приводит к размягчению
передней поверхности и отрыву частиц пластины, образуя
лункообразный дефект.
нарост на кромке
причина
скорость
подача
СОЖ
подготовка кромки
лункообразование
причина
марка сплава
скорость
подготовка кромки
решение
Увеличьте скорость резания.
Увеличьте подачу на зуб (fz).
При обработке нержавеющей стали и алюминиевых
сплавов используйте охлаждение туманом или
наружный подвод СОЖ во избежание прилипания
стружки к пластине.
Используйте острые кромки, пластины с
положительным передним углом с PVD-покрытием;
используйте полированные пластины для цветных
металлов.
решение
Используйте более износостойкую марку сплава.
Снизьте скорость резания.
Используйте меньшую защитную фаску или увеличьте
подачу для защитной фаски до требуемой величины.
Лункообразование — это нехарактерный для фрезерования
вид износа, иногда возникающий при обработке определенных
легированных марок стали и чугуна.
6. Износ по задней поверхности:
Равномерный износ по задней поверхности
— наиболее частая и предсказуемая
причина поломки пластины. Чрезмерный
износ по задней поверхности приводит
к увеличению усилий резания и
способствует ухудшению качества
обработанной поверхности. Когда износ
происходит с недопустимой интенсивностью или становится
непредсказуемым, необходимо исследовать влияние таких
ключевых факторов, как скорость, подача, марка сплава
и геометрия пластины/фрезы.
ПРИМЕЧАНИЕ: на пластины необходимо нанести риски,
соответствующие черновой (износ по задней поверхности 0,38–0,50 мм)
и чистовой обработке (износ по задней поверхности — 0,25–0,38 мм).
износ по задней поверхности
причина
решение
скорость
Необходимо снизить скорость без изменения
подачи на зуб.
подача
Увеличьте подачу на зуб (подача должна быть
достаточно высокой, чтобы избежать трения,
которое происходит при малой толщине стружки).
марка сплава
геометрия пластины
Используйте более износостойкую марку сплава.
Замените на сплав с покрытием, если в данный
момент используется сплав без покрытия.
Проверьте соответствие типа пластины
используемой фрезе.
7. Другие факторы: Если износ,
скалывание стружки, термические
трещины и поломка случаются
одновременно, оператор станка обычно
должен проверить настройку подачи,
скорости и глубины резания, чтобы
определить основную причину проблемы.
другие факторы
причина
жесткость системы
решение
Проверьте закрепление фрезы.
Увеличьте жесткость зажимного приспособления
и фрезы.
Проверьте степень износа используемого стационарного
оборудования или правильность установки пластины.
Уменьшите вылет фрезы.
подача
геометрия фрезы
пластина/марка сплава
Снизьте подачу для уменьшения усилий резания.
По возможности, используйте фрезу с таким углом
в плане, чтобы силы резания были направлены
от вершины пластины.
По возможности, используйте пластины с большим
радиусом при вершине. Используйте пластину с защитной
фаской. Используйте более прочный твердый сплав.
E19
для размещения заказа - zakaz@widiahanita.ru