
WIDIA - Полный каталог инструмента - 2017
для размещения заказа - zakaz@widiahanita.ru
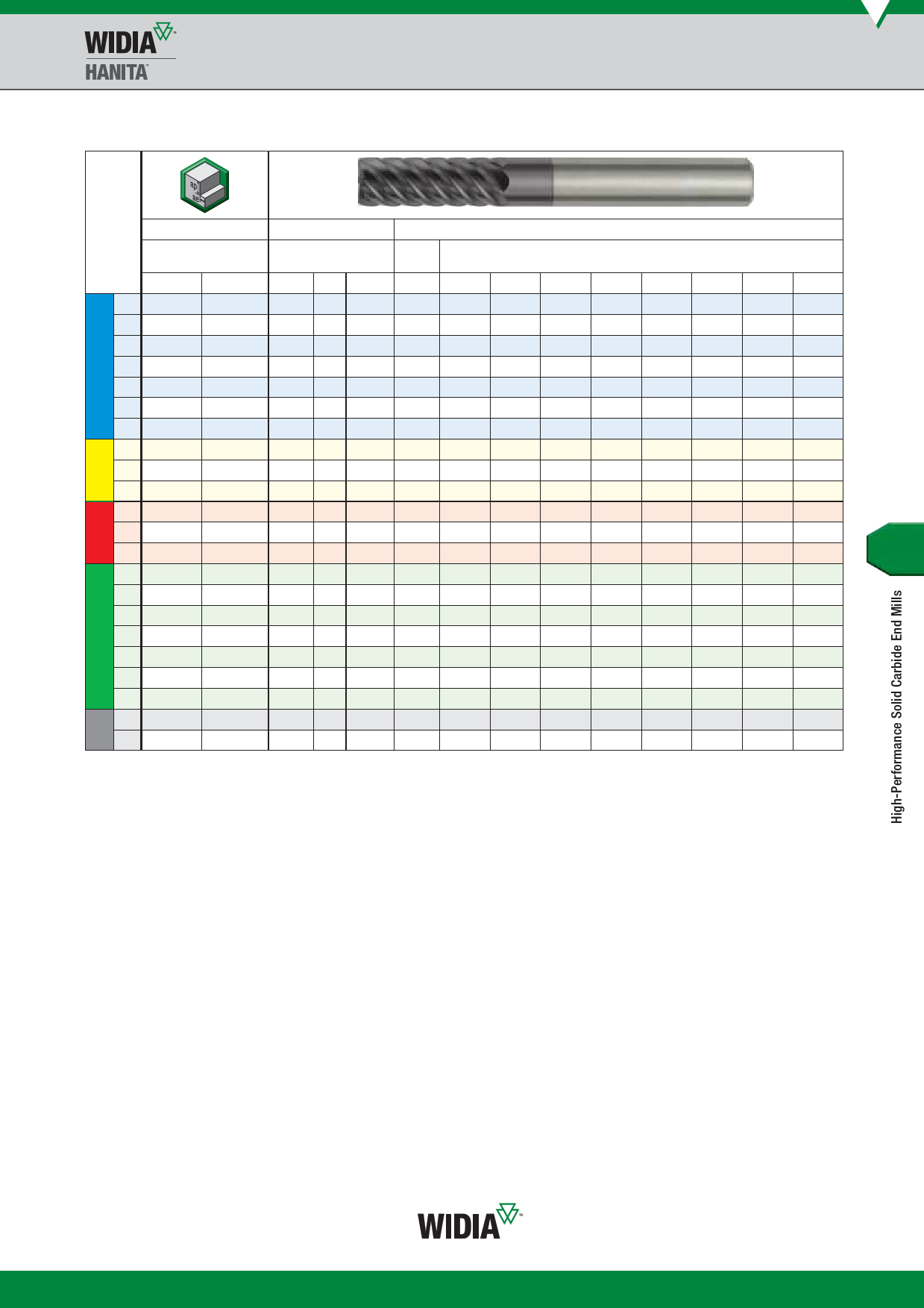
High-Performance Solid Carbide End Mills • Finishing
Application Data • Series 026621 • Cermet End Mill
Series 026621 • Cermet End Mill
Side Milling (A)
Cermet
Recommended feed per tooth (fz = mm/th) for side milling (A).
Material
Group
A
ap ae
Cutting Speed — vc
m/min
min max
mm
6,0
D1 — Diameter
8,0 10,0 12,0 14,0 16,0 18,0
0 Ap1 max 0,05 x D 225 – 300
fz 0,044 0,060 0,072 0,083 0,092 0,101 0,108
1 Ap1 max 0,05 x D 225 – 300
fz 0,044 0,060 0,072 0,083 0,092 0,101 0,108
2 Ap1 max 0,05 x D 210 – 285
fz 0,044 0,060 0,072 0,083 0,092 0,101 0,108
P 3 Ap1 max 0,05 x D 180 – 240
fz 0,036 0,050 0,061 0,070 0,079 0,087 0,095
4 Ap1 max 0,05 x D 135 – 225
fz 0,033 0,045 0,054 0,062 0,070 0,077 0,083
5 Ap1 max 0,05 x D 90 – 150
fz 0,029 0,040 0,048 0,056 0,063 0,070 0,076
6 Ap1 max 0,04 x D 75 – 112,5 fz 0,025 0,034 0,040 0,047 0,052 0,057 0,061
1 Ap1 max 0,05 x D 135 – 172,5 fz 0,036 0,050 0,061 0,070 0,079 0,087 0,095
M 2 Ap1 max 0,05 x D 90 – 120
fz 0,029 0,040 0,048 0,056 0,063 0,070 0,076
3 Ap1 max 0,05 x D 90 – 105
fz 0,025 0,034 0,040 0,047 0,052 0,057 0,061
1 Ap1 max 0,05 x D 180 – 225
fz 0,044 0,060 0,072 0,083 0,092 0,101 0,108
K 2 Ap1 max 0,05 x D 165 – 210
fz 0,036 0,050 0,061 0,070 0,079 0,087 0,095
3 Ap1 max 0,05 x D 165 – 195
fz 0,029 0,040 0,048 0,056 0,063 0,070 0,076
1 Ap1 max 0,05 x D 750 – 3000 fz 0,060 0,080 0,100 0,120 0,140 0,160 0,180
2 Ap1 max 0,05 x D 750 – 2250 fz 0,054 0,072 0,090 0,108 0,126 0,144 0,162
3 Ap1 max 0,05 x D 750 – 2250 fz 0,042 0,056 0,070 0,084 0,098 0,112 0,126
N 4 Ap1 max 0,05 x D 600 – 1125 fz 0,048 0,064 0,080 0,096 0,112 0,128 0,144
5 Ap1 max 0,05 x D 375 – 1500 fz 0,054 0,072 0,090 0,108 0,126 0,144 0,162
6 Ap1 max 0,05 x D 150 – 1125 fz 0,060 0,080 0,100 0,120 0,140 0,160 0,180
7 Ap1 max 0,05 x D 150 – 1125 fz 0,042 0,056 0,070 0,084 0,098 0,112 0,126
1 Ap1 max 0,04 x D 120 – 210
H
2 Ap1 max 0,05 x D 105 – 180
fz 0,033 0,045 0,054 0,062 0,070 0,077 0,083
fz 0,025 0,034 0,040 0,047 0,052 0,057 0,061
NOTE: No slotting for tools with 8 utes; for 6 utes ap 0,15 x D.
Above parameters are based on ideal conditions. For smaller taper machining centres, please adjust parameters accordingly on >12mm diameters.
20,0
0,114
0,114
0,114
0,101
0,088
0,081
0,065
0,101
0,081
0,065
0,114
0,101
0,081
0,200
0,180
0,140
0,160
0,180
0,200
0,140
0,088
0,065
zakaz@widiahanita.ru
www.widiahanita.ru
O111