
WIDIA - Полный каталог инструмента - 2017
для размещения заказа - zakaz@widiahanita.ru
Separator™
Technical Recommendations • Separator Cut-Off System
Improve chip control:
• Adjust feed rate up or down to accommodate chip formation.
• Use a 0° or smallest lead available.
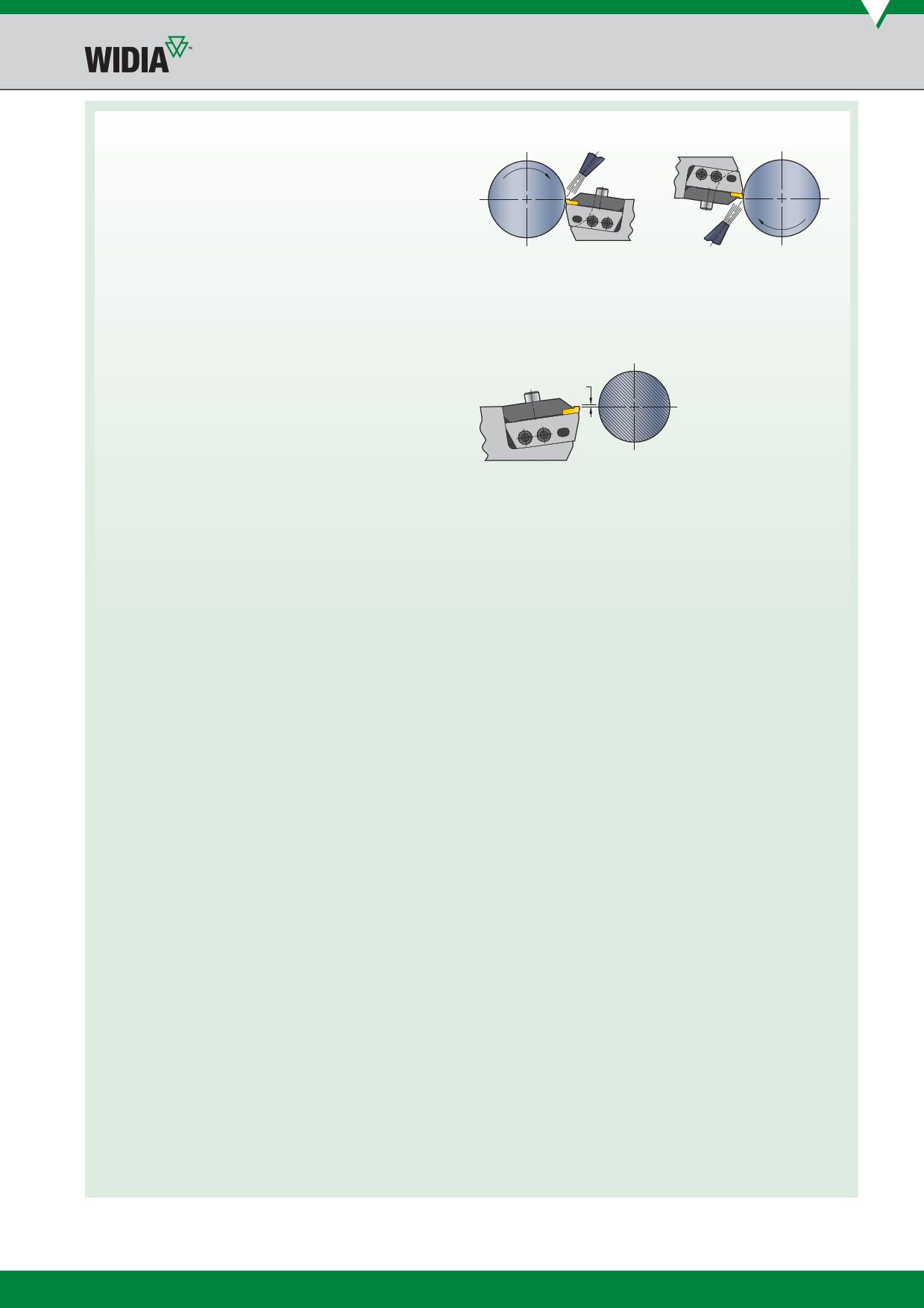
• Use ample amounts of well-directed coolant (see Figure A).
• Maintain sharp cutting edge and corners.
Figure A
Improve atness of cut-off surfaces:
• Maintain 90° position (perpendicular alignment) between
cut-off tool and workpiece.
• For low to moderate speed (sfpm), use Separator F2.
• For moderate to high speed (sfpm), use Separator S2
or X2.
• Use strongest toolholder system possible.
• Use 0° lead angle inserts when possible. If lead angle
inserts are needed, reduce the feed rate.
• Check for minimum overhang of holder and blade.
• Set up for minimum workpiece overhang
(distance out of chuck).
• Reduce feed rate.
• Maintain sharp edge and corners on cut-off insert.
• Increase speed (RPM).
• Use ample amounts of well-directed coolant
(see Figure A).
• Maintain proper tool centre height 0–0,1mm
above centre (see Figure B).
Improve surface nish:
• For low to moderate speed (sfpm), use Separator F2.
• For moderate to high speed (sfpm), use Separator S2 or X2.
• Avoid overly aggressive chip control.
• Increase speed.
• Reduce lead angle and feed rate.
• Determine if corner radius is too large or small.
• Use a coated grade.
• Use coolant (see Figure A).
Coolant on cut-off tool
Figure B
Preferred method of applying coolant
Minimise edge chipping:
• Check to see if tool is significantly above or below centre.
• Reduce feed prior to part drop-off.
• Use Separator S2 or X2.
• Choose the proper speed associated with
the insert grade used.
• Call Technical Support to see if a larger hone
size is needed.
• Eliminate chatter.
• Avoid chip re-cutting.
• Check for these part and machine problems:
– Slide is loose.
– Slide travel is irregular.
– Bar/tube I.D. and/or O.D. is out of round.
– Bar/tube is bent.
– Thin wall collapses (deforms) in the cut.
– Part is unstable.
– Cut-off through unturned stock.
– Excessive tool overhang.
– Bent or partly attached flash ring.
zakaz@widiahanita.ru
www.widiahanita.ru
(continued)
E131