
WIDIA - Полный каталог инструмента - 2017
Technical Information
Failure and Solution Guide
для размещения заказа - zakaz@widiahanita.ru
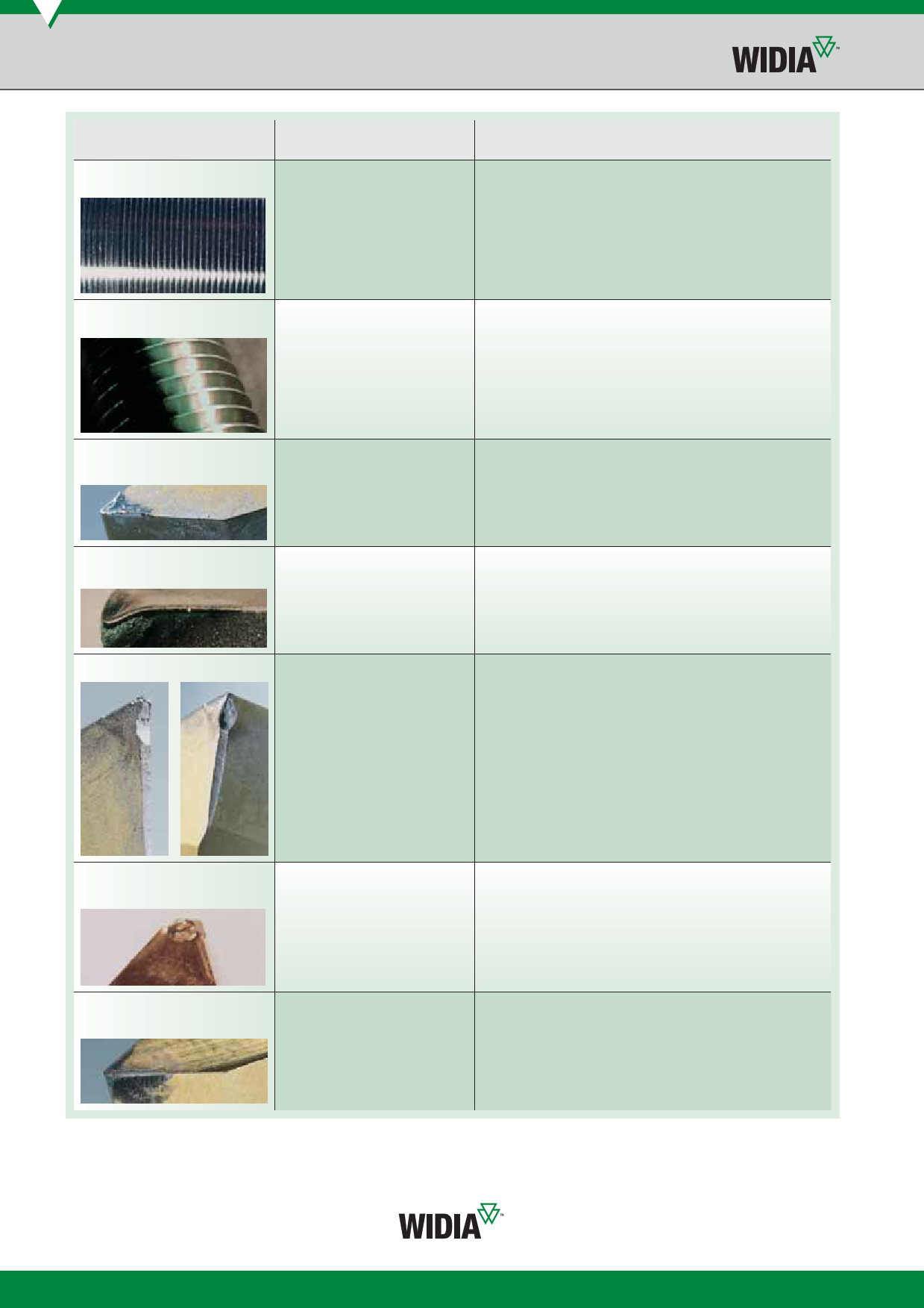
problem
thread with torn finish
chatter
built-up edge
deformation
chipping
broken nose
flank wear
cause
• Burs.
• Torn finish.
• Steps.
• Improper shim.
• Improper infeed.
• Poor rigidity.
• Insert movement.
• Improper infeed.
• Off centreline.
• Speed too low.
• Insufficient coolant.
• Chip load.
• Wrong grade.
• Speed too high.
• Improper infeed angle.
• Insufficient coolant.
• Improper infeed.
• Chip load.
• Wrong grade.
• Incorrect speed.
• Poor rigidity.
possible solution
• Use modified flank infeed.
• Use full profile insert.
• Increase coolant concentration.
• Increases m/min.
• Check machine “Z” travel axis.
• Check insert form.
• Check for correct shim in LT system.
• Calculate flank clearance.
• Use modified flank infeed.
• Minimise tool overhang.
• Check for workpiece deflection.
• Check insert and clamp.
• Verify that tool cutting position is at workpiece centreline.
• Adjust number of passes. Fewer passes reduce chatter.
• Increase m/min.
• Increase coolant concentration and/or flow.
• Adjust infeed angle.
• Increase depth of cut per pass.
• Use modified flank infeed.
• Use a more wear-resistant grade (e.g., TN6010™).
• Reduce m/min.
• Increase coolant flow.
• Use modified flank infeed.
• Increase or decrease number of passes.
• Eliminate spring passes.
• Use tougher grade (e.g., TN6025™).
• Increase m/min if chipping on trailing edge.
• Decrease m/min if chipping on leading edge.
• Minimise tool overhang.
• Check for insert movement/check clamp. Torque screw
or clamp to correct value.
• Check for possible part deflection.
• Calculate flank clearance.
• Ensure correct shim.
• Heavy chip load.
• Small nose radius.
• Wrong grade.
• Improper infeed.
• Improper shim.
• Wrong grade.
• Insufficient coolant.
• Off centreline.
• Insufficient flank clearance.
• Improper infeed angle.
• Use modified flank infeed.
• Decrease chip load.
• Use large nose radius if possible.
• Use tougher grade (e.g., TN6025).
• Ensure correct shim.
• Use a more wear-resistant grade (e.g., TN6025).
• Increase coolant flow.
• Check the centreline height of the tool. (The smaller the diameter, the
more critical the need for centreline accuracy.)
• Calculate flank clearance and change shim to increase clearance on
worn flank.
• If wear is on trailing flank, increase infeed angle clearance.
F82
zakaz@widiahanita.ru
www.widiahanita.ru