
WIDIA - Полный каталог инструмента - 2017
для размещения заказа - zakaz@widiahanita.ru
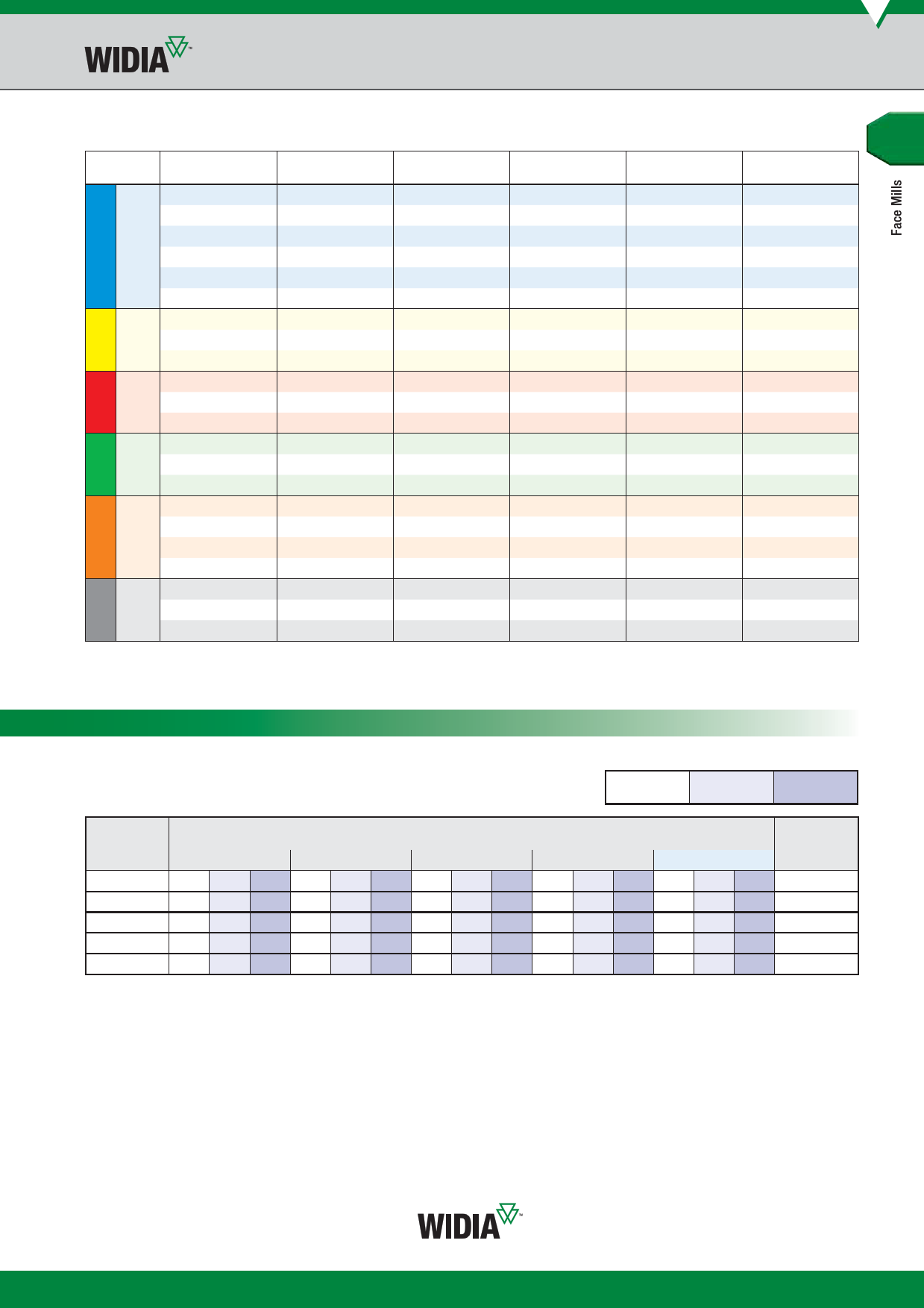
Face Mills • Victory™ M1200 Series
Recommended Starting Speeds
(Recommended Starting Speeds [m/min] — continued)
Material
Group
1
2
3
P
4
5
6
1
M2
3
1
K2
3
1
N2
3
1
2
S
3
4
1
H2
3
WS30PM
WP35CM
WP40PM
– – – 545 475 445 355 310 295
– – – 335 305 275 300 260 215
– – – 305 275 245 275 235 190
– – – 230 210 190 245 205 160
– – – 310 275 250 205 185 160
– – – 190 160 130 180 140 110
270 240 220 245 220 185 235 205 185
245 215 175 220 190 170 210 180 150
185 160 125 175 155 140 155 140 110
– – – 355 320 290 – – –
– – – 280 250 230 – – –
– – – 235 210 190 – – –
–––––––––
–––––––––
–––––––––
55 50 35 – – – 50 40 35
55 50 35 – – – 50 40 35
65 55 35 – – – 60 50 35
100 70 50 80 60 40 80 60 40
–––––––––
–––––––––
–––––––––
NOTE: FIRST choice starting speeds are in bold type.
As the average chip thickness increases, the speed should be decreased.
WK25YM
TN6501
THM-U
–––––––––
–––––––––
–––––––––
–––––––––
–––––––––
–––––––––
–––––––––
–––––––––
–––––––––
965 880 780 – – – – – –
765 685 635 – – – – – –
645 570 525 – – – – – –
– – – 2400 1440 1200 2400 1440 1200
– – – 1640 980 800 1640 980 800
– – – 960 600 480 960 600 480
–––––––––
–––––––––
–––––––––
–––––––––
–––––––––
–––––––––
–––––––––
Recommended Starting Feeds
Recommended Starting Feeds [mm]
Light
Machining
General
Purpose
Heavy
Machining
Insert
Geometry
5%
Programmed Feed per Tooth (fz)
as a % of Radial Depth of Cut (ae)
10% 20% 30%
40–100%
Insert
Geometry
.F..LDJ
0,17 0,33 0,66 0,12 0,24 0,47 0,09 0,18 0,35 0,08 0,15 0,31 0,07 0,14 0,28
.F..LDJ
.E..LD
0,17 0,49 0,99 0,12 0,35 0,71 0,09 0,27 0,53 0,08 0,23 0,46 0,07 0,21 0,42
.E..LD
.S..GD
0,26 0,84 1,35 0,19 0,60 0,97 0,14 0,45 0,72 0,12 0,39 0,63 0,11 0,36 0,57
.S..GD
.S..HD
0,33 0,84 1,35 0,24 0,60 0,97 0,18 0,45 0,72 0,16 0,39 0,63 0,14 0,36 0,57
.S..HD
.S..Ceramic 0,17 0,33 0,49 0,12 0,24 0,35 0,09 0,18 0,27 0,08 0,15 0,23 0,07 0,14 0,21 .S..Ceramic
NOTE: Use “Light Machining” value as starting feed rate.
zakaz@widiahanita.ru
www.widiahanita.ru
H37