
WIDIA - Полный каталог инструмента - 2017
для размещения заказа - zakaz@widiahanita.ru
High-Performance Solid Carbide End Mills • Aluminium
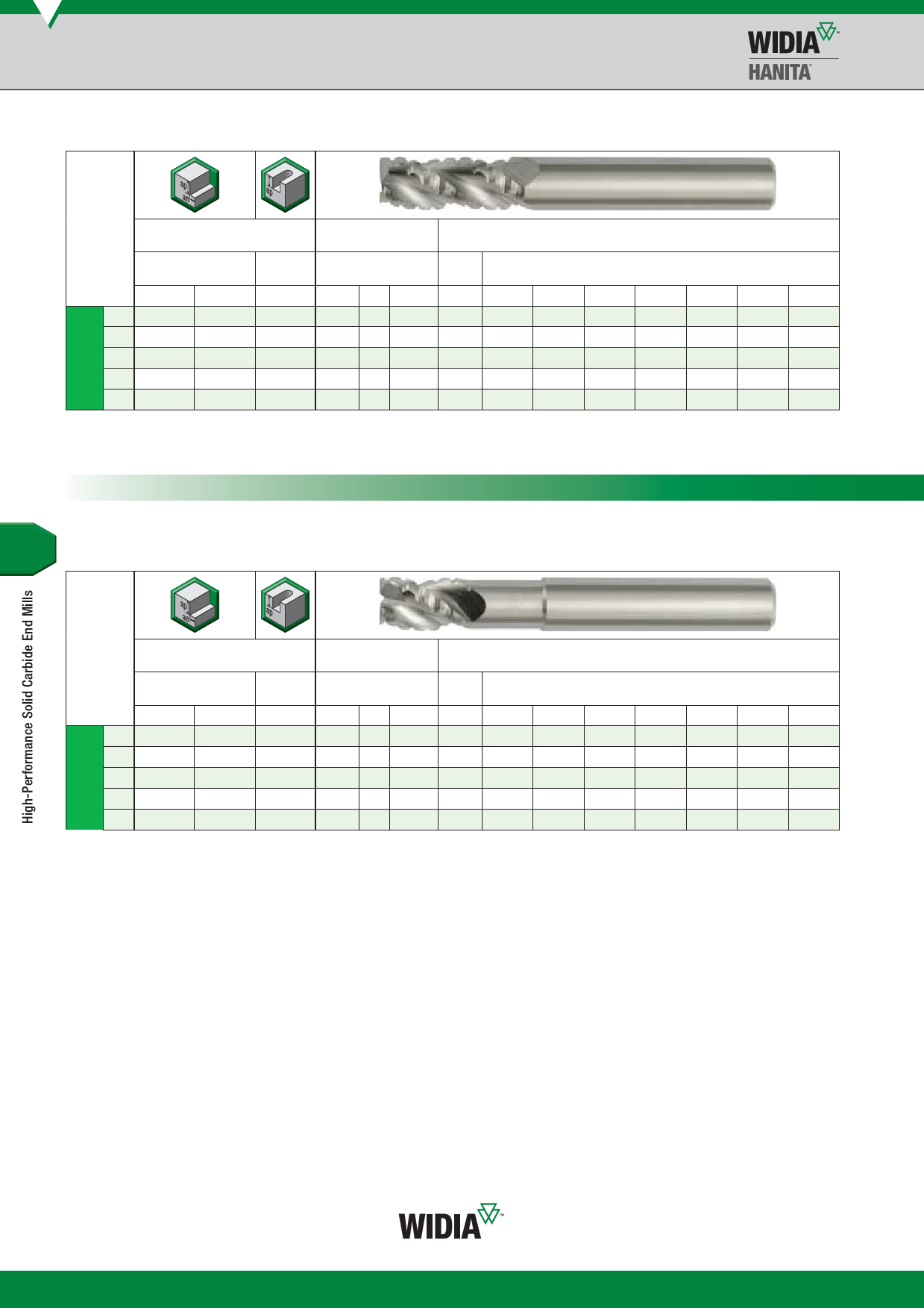
Application Data • Series 4979
Series 4979
Side Milling (A)
and Slotting (B)
uncoated
Recommended feed per tooth (fz = mm/th) for side milling (A).
For slotting (B), reduce fz by 20%.
Material
Group
A
ap ae
B
Cutting Speed — vc
m/min
D1 — Diameter
ap min
max mm
6,0
8,0 10,0 12,0 16,0 18,0 20,0
1 1,5 x D 0,5 x D 1 x D 500 – 2000 fz 0,072 0,096 0,120 0,144 0,192 0,216 0,240
2 1,5 x D 0,5 x D 1 x D 500 – 1500 fz 0,065 0,086 0,108 0,130 0,173 0,194 0,216
N 3 1,5 x D 0,5 x D 1 x D 500 – 1500 fz 0,050 0,067 0,084 0,101 0,134 0,151 0,168
4 1,5 x D 0,5 x D 1 x D 400 – 750
fz 0,058 0,077 0,096 0,115 0,154 0,173 0,192
5 1,5 x D 0,5 x D 1 x D 250 – 1000 fz 0,065 0,086 0,108 0,130 0,173 0,194 0,216
NOTE: For cutting aluminium with high silicon, TiCN coating is recommended.
Multiply ap for milling machine spindle with ceramic bearings by 0,5.
Above parameters are based on ideal conditions. For smaller taper machining centres, please adjust parameters accordingly on diameters >12mm.
Application Data • Series 49N9
Series 49N9
and Slotting (B)
uncoated
Recommended feed per tooth (fz = mm/th) for side milling (A).
For slotting (B), reduce fz by 20%.
Material
Group
A
ap ae
B
Cutting Speed — vc
m/min
D1 — Diameter
ap min
max mm
6,0
8,0 10,0 12,0 16,0 18,0 20,0
1 1 x D 0,5 x D 1 x D 500 – 2000 fz 0,072 0,096 0,120 0,144 0,192 0,216 0,240
2 1 x D 0,5 x D 1 x D 500 – 1500 fz 0,065 0,086 0,108 0,130 0,173 0,194 0,216
N 3 1 x D 0,5 x D 1 x D 500 – 1500 fz 0,050 0,067 0,084 0,101 0,134 0,151 0,168
4 1 x D 0,5 x D 1 x D 400 – 750
fz 0,058 0,077 0,096 0,115 0,154 0,173 0,192
5 1 x D 0,5 x D 1 x D 250 – 1000 fz 0,065 0,086 0,108 0,130 0,173 0,194 0,216
NOTE: For cutting aluminium with high silicon, TiCN coating is recommended.
Multiply ap for milling machine spindle with ceramic bearings by 0,5.
Above parameters are based on ideal conditions. For smaller taper machining centres, please adjust parameters accordingly on diameters >12mm.
O148
zakaz@widiahanita.ru
www.widiahanita.ru